2019-04-11 16:18:49
江淮宾悦(HFC4GA3 2.0 L型发动机)正时校对方法
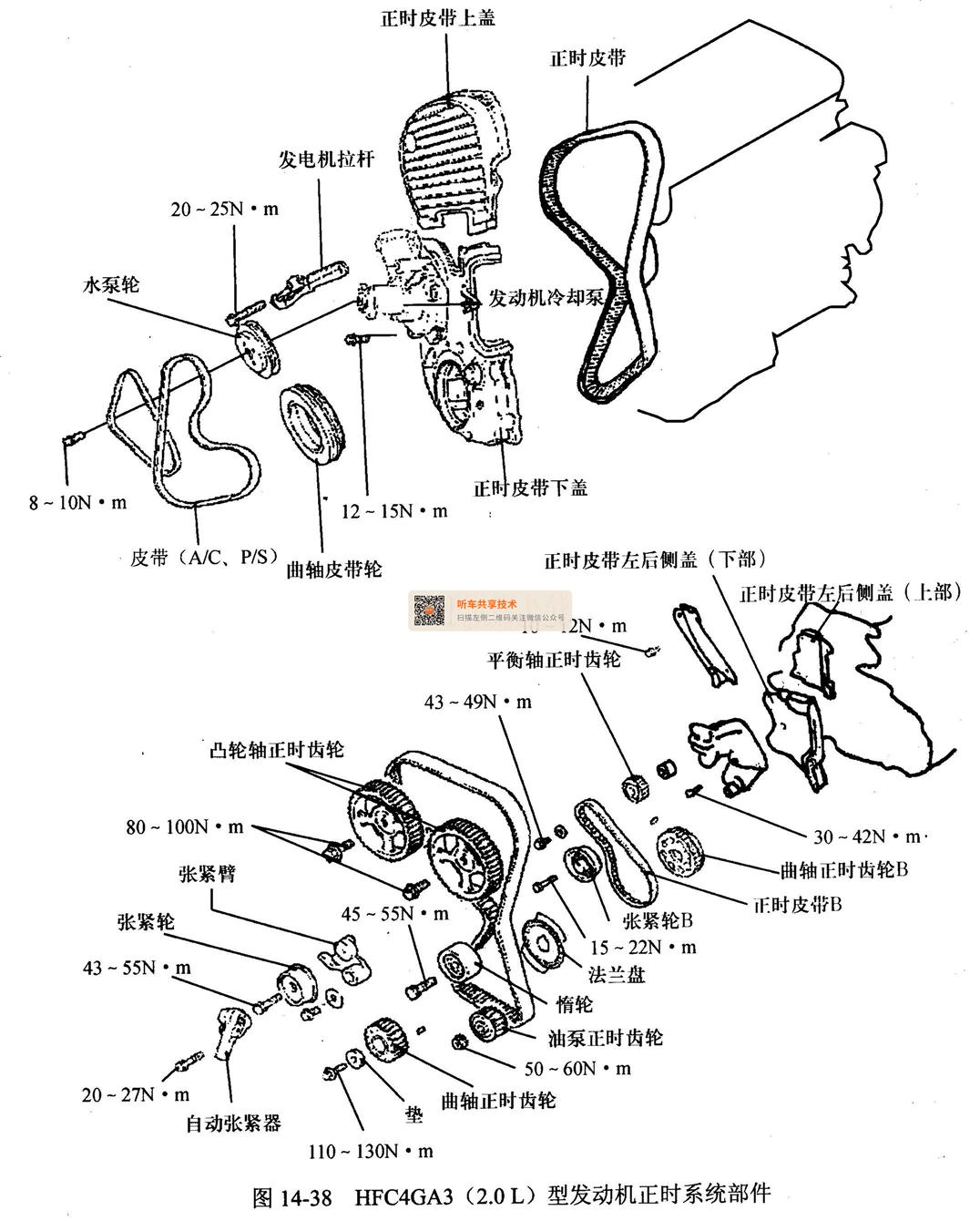
一、H FC4GA3 (2.0 L)型发动机正时系统的结构
HFC4GA3 (2.0 L)型发动机正时系统部件如图14-38所示。
二、H FC4GA3 (2.0 L)型发动机的正时调整
(一)正时系统部件的拆卸
正时系统部件的拆卸步骤和方法如下。
1.松开发动机正时皮带上罩盖的固定螺栓,如图14-39所示。取下正时皮带上罩盖。

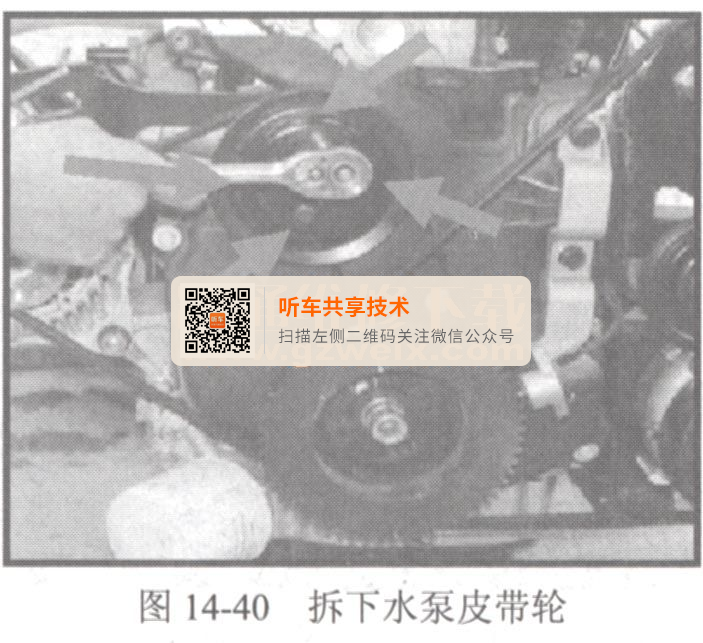
2.拆下水泵皮带轮,如图14-40所示。
3.拆下曲轴皮带轮的固定螺栓,取下曲轴皮带轮。如图14-41所示。

4.松开曲轴位置传感器固定支架的两个固定螺栓,取下曲轴位置传感器。如图14-42所示。

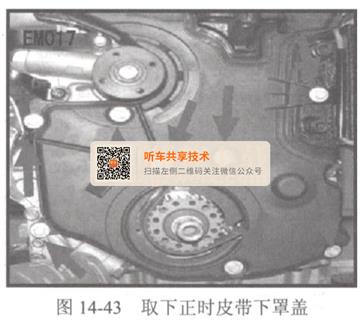
5.松开发动机正时皮带下罩盖的固定螺栓,取下正时皮带下罩盖。如图14-43所示。
6.顺时针转动发动机曲轴,使1号缸活塞达压缩上止点,对齐正时标记。打开正时观察孔螺栓,确认正时是否正确,如图14-44所示。
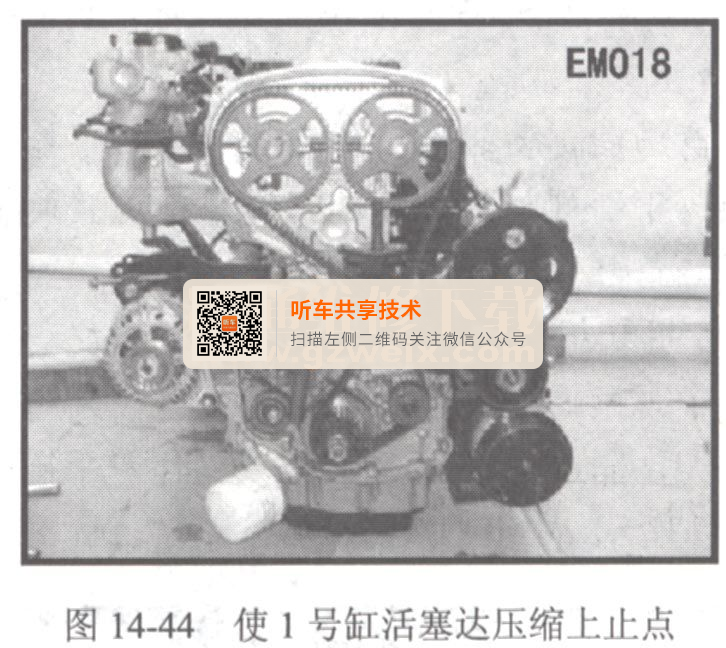
注意:此时,凸轮轴齿轮与汽缸盖罩的正时标记正好互相对上,凸轮轴齿轮的定位销应处在上侧。
7.松开自动张紧器的两个固定螺栓,取下自动张紧器,如图14-45所示。

8.取下松开的正时皮带。如图14-46所示。
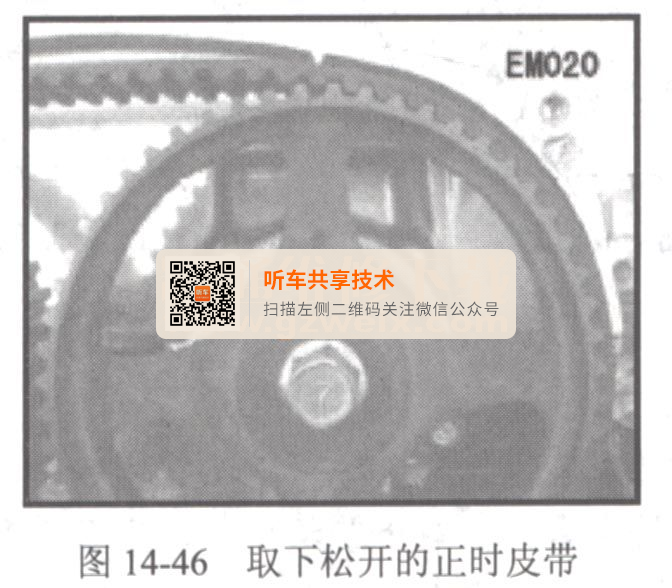
注意:
(1)如果正时皮带还要再次使用,为确保旋转受力方向不变,应该顺着皮带的旋转方向在皮带上标记一个箭头。
(2)如果皮带侧面像刀切的那样,则皮带侧面是正常的。
9.拆卸凸轮轴正时齿轮固定螺栓,取下凸轮轴正时齿轮。
注意:固定曲轴位置传感器的两个螺栓的直径不一样,下面螺栓的直径小,是用来调整曲轴位置传感器与信号轮的间隙的。
10.拆卸机油泵齿轮时,要先拆下发动机体左侧的一个观察螺塞,然后插入一个直径大约8 mm的螺丝刀,插进60 mm左右,以稳住左平衡轴。如图14-47所示。

11.拆卸机油泵齿轮固定螺栓,取下机油驱动齿轮。如图14-48所示。

12.拧松右平衡轴正时齿轮固定螺栓,拧松平衡轴皮带张紧轮螺栓,取下偏心张紧轮。首先松开二级皮带张紧轮,取下二级皮带,拆解右平衡轴齿轮固定螺栓,取出右平衡轴,如图14-49所示。

13.取下右平衡轴驱动皮带,拆下右平衡驱动齿轮,如图14-50所示。

14.取下曲轴驱动齿轮和信号盘。如图14-51所示。

(二)正时系统部件拆卸的检查
正时系统部件拆卸的检查如下。
1.检查凸轮轴齿轮、曲轴齿轮、张紧轮和惰轮是否有异常磨损、裂纹、损伤,如果有损伤必须及时更换。
2.检查张紧轮和惰轮的旋转阻力和运行噪声,如不正常则及时更换。
3.如果张紧轮和惰轮有油脂渗漏,要及时更换。
4.检查顶杆头部的磨损和张紧器的损伤状况,如果严重要及时更换。
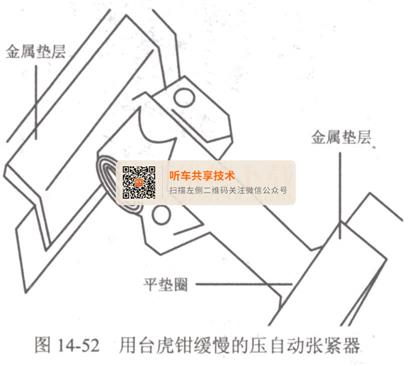
5.测量张紧器顶杆的露出长度,如果大于标准值,则更换。
标准值:14.5 mm
用台虎钳缓慢的压自动张紧器,如图14-52所示,如果杆很容易就缩回,那么将要更换张紧器。
(三)正时系统部件的安装
正时系统部件的安装步骤和方法如下。
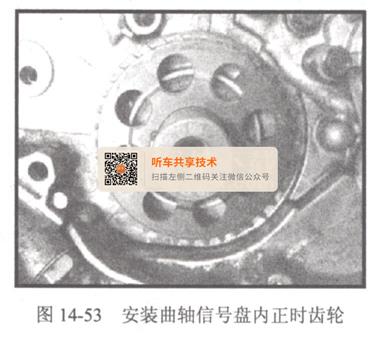
1.安装曲轴信号盘内正时齿轮,转动曲轴齿轮对正缸体上的正时标记,确保1号缸活塞处于压缩上止点,如图14-53所示。
2.安装右平衡轴齿轮,并对正缸体上的正时标记,如图14-54所示。

3.安装正时皮带和偏心张紧轮,如图14-55所示,用手压张紧轮,拧紧固定螺栓。

注意:偏心轮安装时法兰要面向前面。拧螺栓时不要转动平衡轴,否则皮带会过紧。
4.检查皮带张紧情况,如图14-56所示,当用手指按压皮带时,皮带的偏移量应为5-7 mm;以下是用量具来测量张紧力时的标准值。
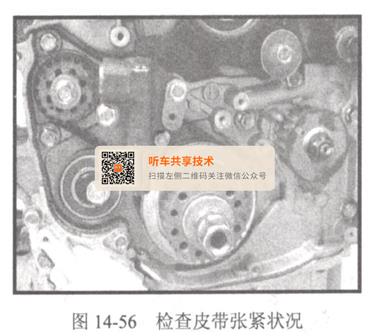
测量范围:139 mm
压力:0.42 kg/cm2
力矩:50~100 N·m
5.上紧右平衡轴齿轮固定螺栓。
6.安装曲轴位置传感器信号盘和正时皮带轮。
注意:切勿将传感器叶片装反,否则会导致皮带意外断裂。
7.安装曲轴正时齿轮挡块和螺栓,并拧紧螺栓。
8.安装凸轮轴皮带齿轮,对正汽缸盖罩上的正时标记,如图14-57所示,上紧螺栓。
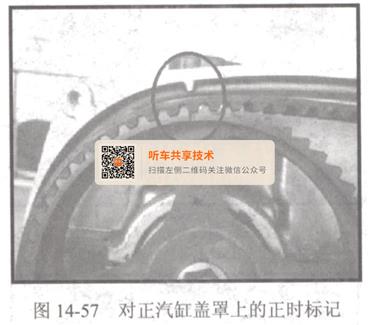
注意:此时凸轮轴齿轮的定位销位于正上方位置。
9.安装机油泵驱动齿轮并对好正时标记,如图14-58所示。用螺丝刀从观察孔卡住平衡轴,上紧驱动齿轮栓。

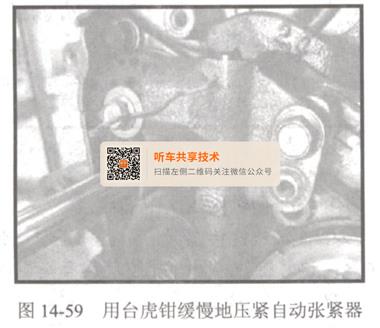
10.用台虎钳缓慢地压紧自动张紧器,如图14-59所示,直到外壳上的孔和柱塞上的孔对齐,并插进卡销卡住。将张紧器安装到机体上。
11.按皮带运行方向将皮带依次围绕在正时齿轮和张紧轮上,顺序为、曲轴正时齿轮→油泵齿轮→惰轮→排气凸轮轴齿轮→进气凸轮轴齿轮→张紧轮。皮带的安装如图14-60所示。

12.拔掉自动张紧器的卡销,取出平衡轴插孔里的螺丝刀,装上螺塞(要涂密封胶)。
13.转动曲轴几圈,检查正时标记是否对正,测量自动张紧器顶杆顶部伸出的距离。标准值为5.5~9 mm。
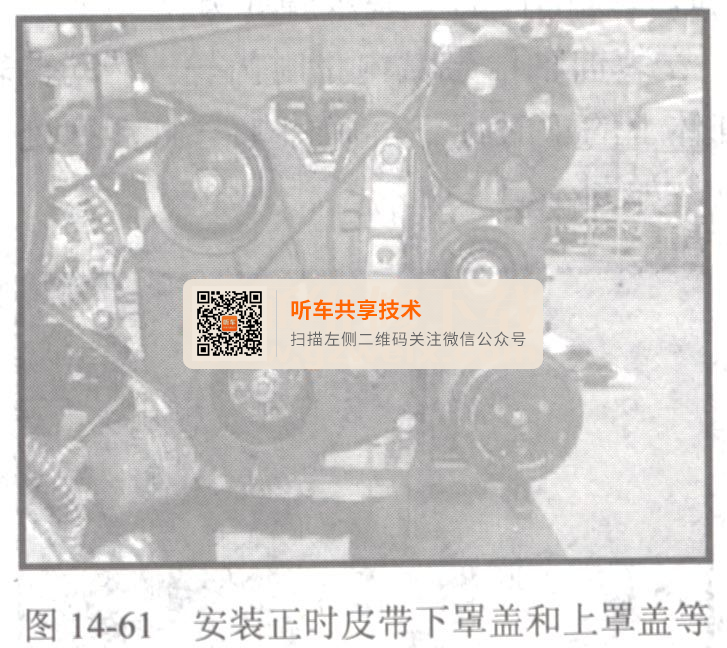
14.安装正时皮带下罩盖和上罩盖,上紧螺栓,如图14-61所示。
15.安装曲轴位置传感器固定支架,拧紧两个固定螺栓。
来源:网络

