2019-04-11 17:04:49
大切诺基4.7L发动机正时校对方法
2001款起大切诺基装备4.7L发动机正时校对方法
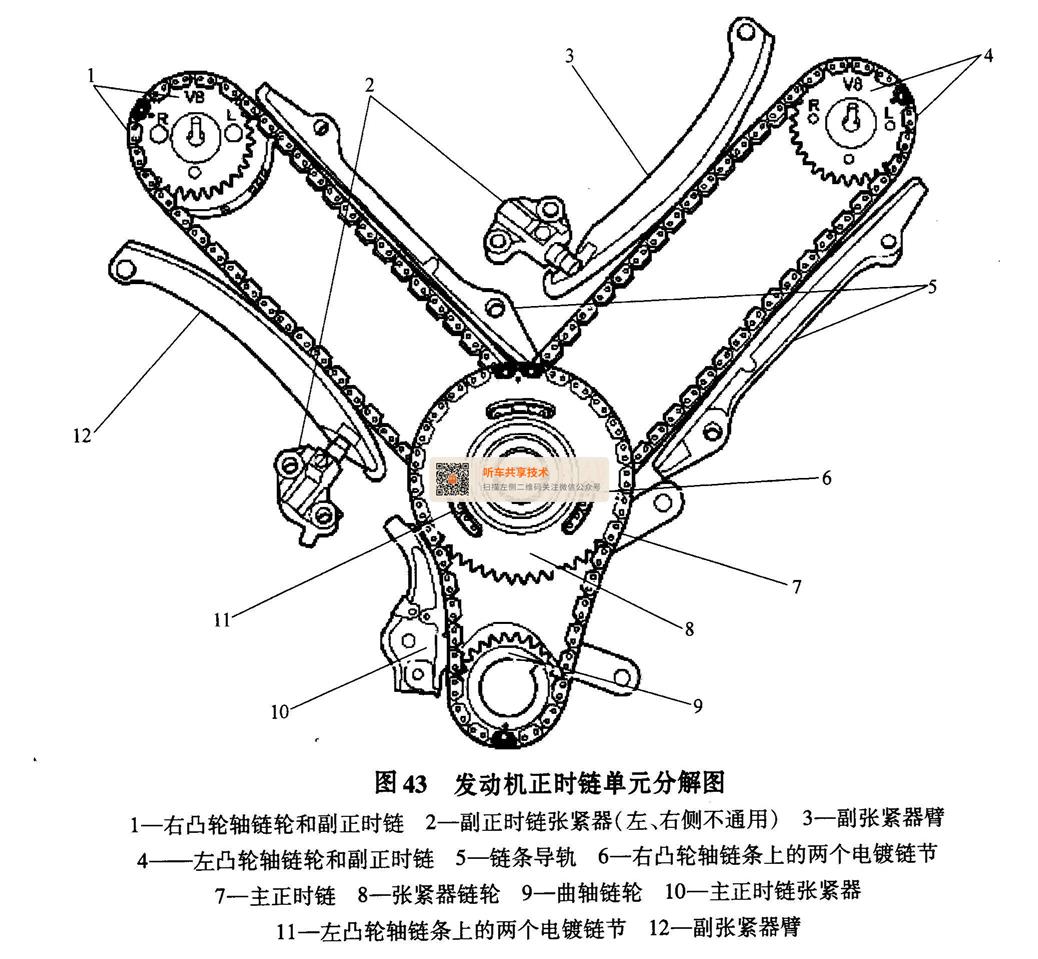
1.正时链单元分解
此机型正时传动系统是由主正时链和两个副正时链传动装置组成,如图43所示。
2.发动机正时检验方法
注意:在正时检验程序中,可能会出现链条上的蓝色链板及凸轮轴传动链轮上的点不能互相对准的情况。只有当重新调准整个正时单元时,蓝色链板才能与链轮上的点互相对准。一旦正时单元转起来,蓝色链板到点的对准不再有效。
可通过如下步骤进行发动机基准正时检验:
1)卸下气缸盖罩。
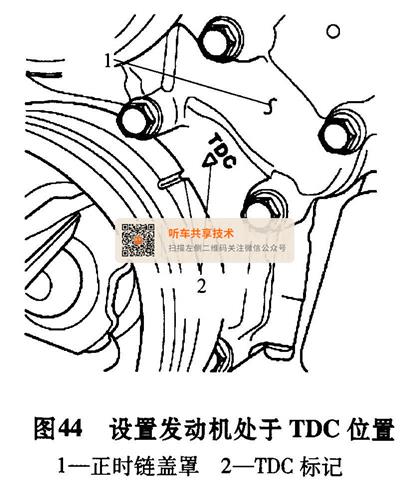
2)使用镜子,在正时链盖罩上进行TDC位置的定位。旋转曲轴,直到曲轴减振器上的标记与盖罩上的TDC箭头对中为止。发动机现在处于TDC位置,如图44所示。
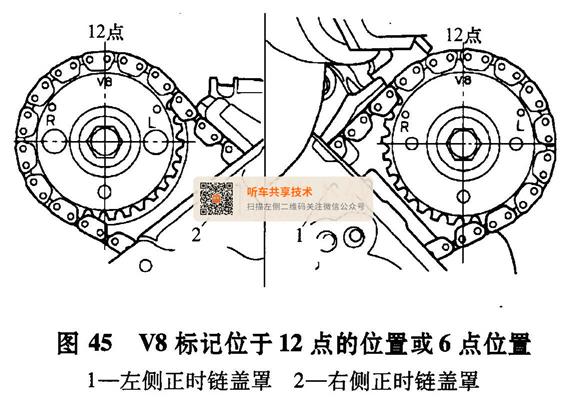
3)注意压印到凸轮轴链轮上的V8标记位置。如果每个凸轮轴链轮上的V8标记都在12点的位置,则发动机在1缸排气行程的上止点(TDC)位置。如果每个链轮上的V8标记都在零点的位置,则发动机在1缸压缩行程的上止点位置。
4)如果两个凸轮轴链轮都在同向或反向上位置不当,说明主链或副链有故障。
5)如果凸轮轴链轮之一位置不当,而另一个正常,则问题局限在副链条上。
6)如图45所示,如果两个凸轮轴链轮上的V8标记都在12点的位置或6点位置,则发动机正时正确。重新安装缸罩。
单凸轮轴正时
1)使用专用工具9867,使副链固定。为了进行参考,标记链与链轮的相对位置。
2)卸下凸轮轴链轮的固定螺栓。
3)从凸轮轴上拆下凸轮轴链轮。
4)当V8标记与凸轮轴链轮没对准时,转动凸轮轴链轮,直到V8标记对准为止。注意在夹持凸轮轴时,仅将台虎钳夹住凸轮轴的钢管部分。请勿夹持凸轮或链轮区域。
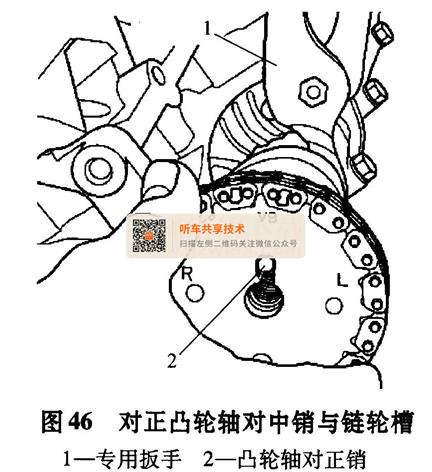
5)使用一对合适的可调钳子,旋转凸轮轴,直到凸轮轴上的对中销与凸轮轴链轮内的槽对中为止,如图46所示。
注意:在重新安装螺检前,清除凸轮轴链轮固定螺栓上多余的机油。否则将会造成螺检力矩过大而失效。
6)将凸轮轴链轮放置在凸轮轴上,清理螺栓上的余油,然后安装定位螺栓。使用专用工具:扳手(6958)与适配器销(8346),以及合适的力扭力扳手,将螺栓锁紧到122N·m(90lbf·ft)。
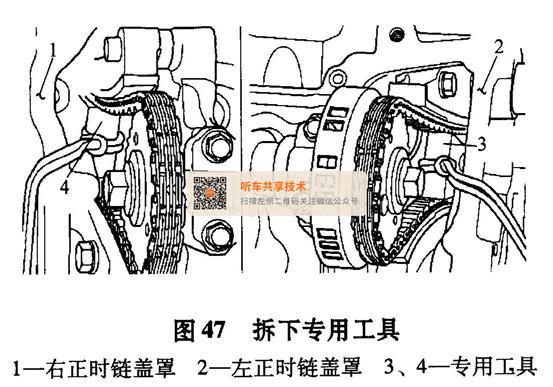
7)如图47所示,拆下专用工具9867。
8)将曲轴旋转两整圈,然后检验凸轮轴链轮V8标记是否对中。
9)安装缸盖罩。
3.正时链单元的拆卸方法
1)断开蓄电池负极电缆。
2)排放冷却系统。
3)拆卸左右缸盖罩。
4)卸下散热器风扇。
5)使发动机转动,直至曲轴减振器上的正时标记与正时链盖罩上的TDC标记对正(1缸排气行程上止点)。
6)调整凸轮轴链轮,使V8标记处于12点的位置。
7)拆下动力转向泵。
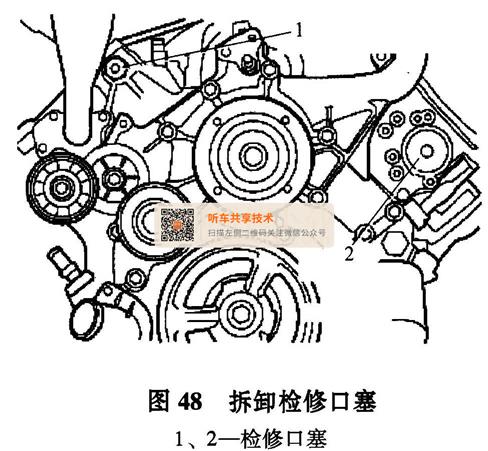
8)拆卸左右缸盖上的检修口塞以对链条导轨紧固件进行检查,如图48所示。
9)卸下机油添加口壳体,从而能够对右侧张紧器臂紧固件进行操作。
10)拆卸曲轴减振器。
11)折叠并扣牢主链张紧器。
12)卸下副链张紧器。
13)从右气缸盖上拆卸凸轮轴位置传感器。操作时应谨慎小心,切勿损坏凸轮轴的正时链轮。在松紧凸轮轴链轮时请勿连接目标轮。请勿将目标轮置于任何磁源附近。损坏或磁化了的正时链轮会导致车辆无法起动。
14)卸下左右凸轮轴链轮螺栓。
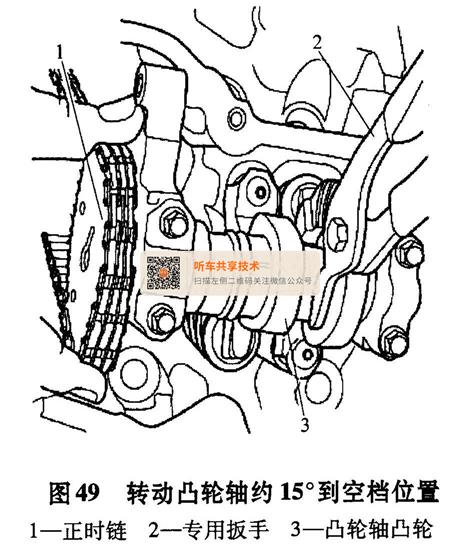
15)用可调台虎钳固定好左侧凸轮轴钢管,拆卸左侧凸轮轴链轮。顺时针缓慢转动凸轮轴约15°,到空档位置,如图49所示。
16)用可调台虎钳固定好右侧凸轮轴钢管,拆卸右侧凸轮轴链轮。逆时针缓慢转动凸轮轴约45°,到空档位置。
17)卸下惰轮总成的螺栓。
18)向前同时滑动惰轮总成和曲轴链轮,拆卸主、副链。
19)拆卸旋转张紧器臂和链条导轨。
20)拆卸链条张紧器。
4.正时链单元的安装
1)用台虎钳轻轻对副链张紧器体活塞施压,直至活塞台阶与张紧器体平齐。使用一个销钉或适当的工具,通过张紧器一侧的孔,克服弹簧力,将棘轮抓拉回,使棘轮抓释放。在继续固定棘轮时,推动棘轮装置离开张紧器约2mm。将专用工具8514--锁销安装进张紧器前侧的孔内。慢慢打开台虎钳将弹簧力传递给锁销。
2)将主链张紧器置于机油泵之上,将螺栓插入张紧器支架上较低的两个孔内。紧固螺栓至28N·m (250lbf·in)。
3)安装右侧链条张紧器臂。用Mopar螺纹紧封胶,用Torx型螺栓密封紧固,以28N·m (2501bf·in)的力矩紧固螺栓。注意银色螺栓将导管固定在缸盖上,黑色螺栓将导管固定在发动机缸体上。
4)安装左侧链条导轨。紧固螺栓至28N·m (250lbf·in)。
5)安装左侧链张紧器臂。用Mopar螺纹紧封胶,用Torx型螺栓密封紧固,以28 N·m(250lbf·in)的力矩紧固螺栓。
6)安装右侧链条导轨。紧固螺栓至281V·m (250lbf·in)。
7)将两个副链条都安装到惰轮上。调整副链条上的两个链板,使其能够通过惰轮链轮上的两个低位开口(4点和8点位置)看到。在安装副正时链时,安放专用工具8429,将链条保持在适当的位置以进行安装。
8)将主链条的双链板与惰、轮链轮上的12点位置的正时标记对齐。将主链条的单链板与曲轴链轮上的6点位置的正时标志对准。
9)用清洁的发动机机油润滑凸轮轴轴颈。
10)将所有链条、曲轴链轮和惰轮组装为一个部件。通过链轮和缸盖上的孔引入两个副链条后,将链条与一条橡胶带或类似物绑在一起,这能有助于在安装时保持链条拉紧。
11)将左凸轮轴链轮“L”点对准链条上的链板。
12)将右凸轮轴链轮“R”点对准链条上的链板。清除凸轮轴链轮螺栓上多余的机油。否则将会造成螺栓力矩过大而失效。
13)卸下专用工具8429,然后将两个链轮安装到凸轮轴上。清除螺栓上多余的机油,然后安装链轮螺栓,但此时请勿紧固。
14)校验所有的电镀链节是否都与链轮上的标记对齐,以及凸轮轴链轮上的V8标记是否在12点的位置。确保左副链张紧器和缸体之间的隔板安装正确。
15)安装两个副链条张紧器。紧固螺栓至28N·m (250lbf·in)。
16)在安装惰轮螺栓之前,用机油对垫圈进行润滑,将惰轮总成的定位螺栓紧固至34N·m (25lbf·ft )。
17)从张紧器上拆卸全部3个锁销。从每个张紧器上拔出锁销后,不要手动张开张紧器棘轮。这样会使链条过度张紧,会产生噪声或过高的正时链负荷。
18)使用专用工具6958--扳手和适配器销(8346),紧固左右凸轮轴链轮螺栓至122N·m (90lbf·ft )。
19)将发动机旋转两周。检查正时标记是否在以下位置:
①主链惰轮正时点在12点位置。
②主链曲轴链轮正时点在6点位置。
③副链凸轮轴链轮V8标记在12点位置。
20)用发动机机油润滑所有三条链条。
21)安装完所有链条后,建议检查惰轮的轴端间隙。轴端间隙必须在0.10~0. 25 mm(0.004~0. 010in.)之间。如果不符合技术参数,必须更换惰轮轴。
22)安装正时链盖罩。
23)安装缸盖罩。
注意:在右缸盖内安装螺纹检之前,必须在螺纹检上涂上一层密封剂以防泄漏。
24)用Mopax螺纹密封剂涂敷大螺纹检查口塞,然后将其安装入右缸盖,并紧固至81N·m(60lbf·ft )。
25)安装注油箱。
26)在左缸盖上安装检查柱塞。
27)安装动力转向泵。
28)安装散热器冷却风扇和护罩。
29)加注冷却系统。
30)连接蓄电池负极电缆。
来源:网络




