2019-04-12 13:37:59
2013~2016年奥迪Q3 35TFSI(2.0T CRHA)发动机正时校对方法
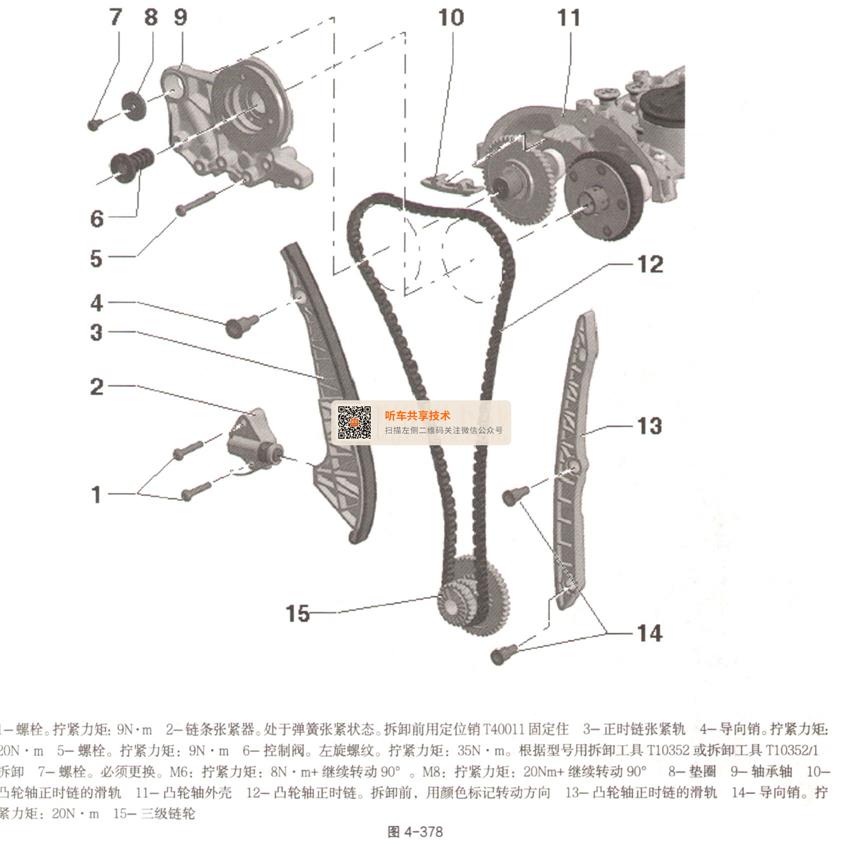
(一)凸轮轴正时链装配一览如图4-378。
(二)拆卸和安装凸轮轴正时链
(1)所需要的专用工具和维修设备。
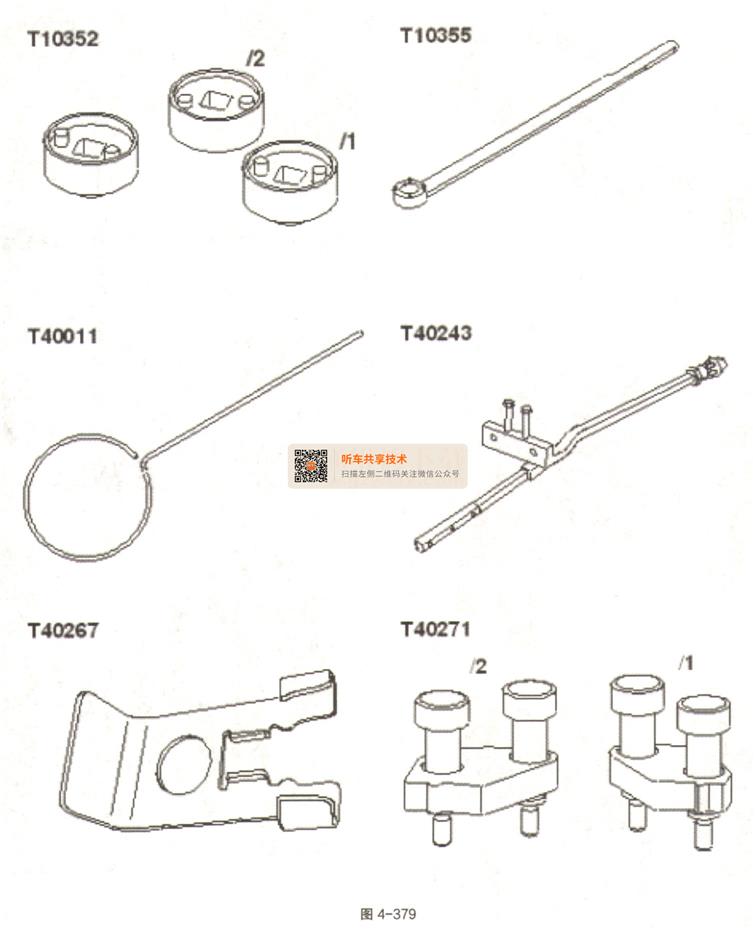
①装配工具T10352、固定支架T10355、定位销T40011、装配杆T40243、插入定位工具T40267和凸轮轴固定装置T40271,如图4-379。
②装配工装T10531,如图4-380。装配工装T10531的各部件:定位件T10531/1、张紧销T10531/2、旋转工具T10531/3和带肩螺母T10531/4。

(2)拆卸。
①拆卸正时链上部盖板。控制阀为左旋螺纹。
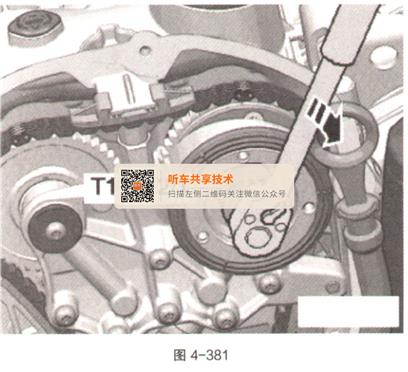
②用安装工具T10352/1沿如图4-381中箭头方向拆卸控制阀。
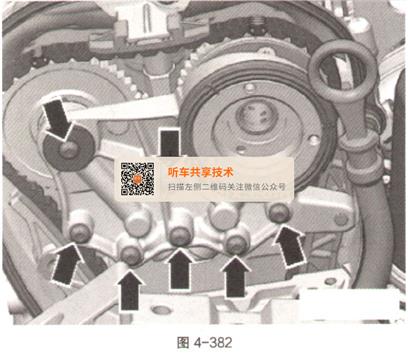
③拧下螺栓(如图4-382中箭头),取下轴承轴。
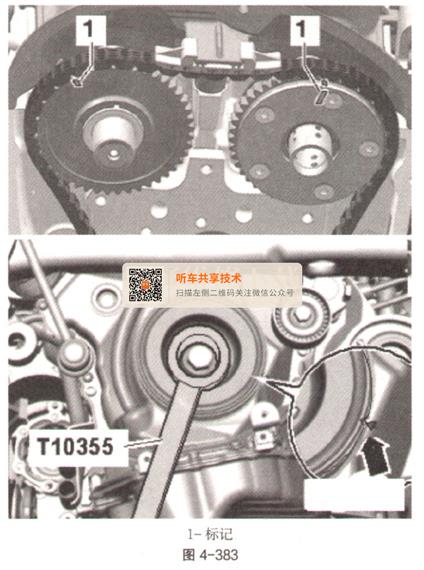
④用固定支架T10355将减震器转人位置“上止点”。减震器上的缺口和正时链下方盖板上的标记必须相互对着(如图4-383中箭头)。凸轮轴标记(如图4-383中1)必须指向上。
 ⑤拆卸正时链下部盖板。
⑤拆卸正时链下部盖板。
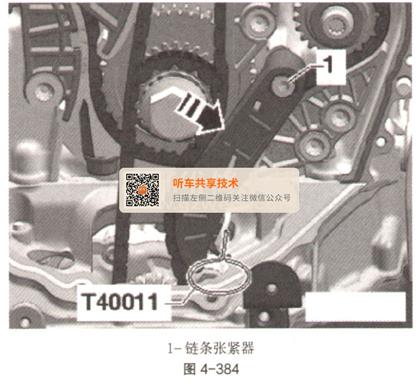
⑥沿图4-384中箭头方向将机油泵链条张紧器压人并用定位销T40011锁定。拆卸机油泵链条张紧器(如图4-384中1)。
⑦取下机油泵驱动链。
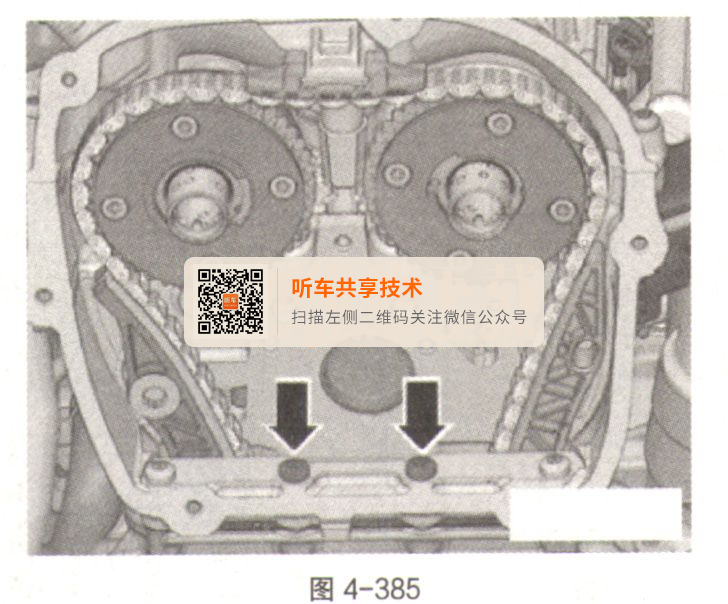
⑧拧出螺栓(如图4-385中箭头)。
⑨取决于型号,可能安装有2个不同的链条张紧器。
a.型号1。
恒才全人装配杆T40243(如图4-386中箭头)。
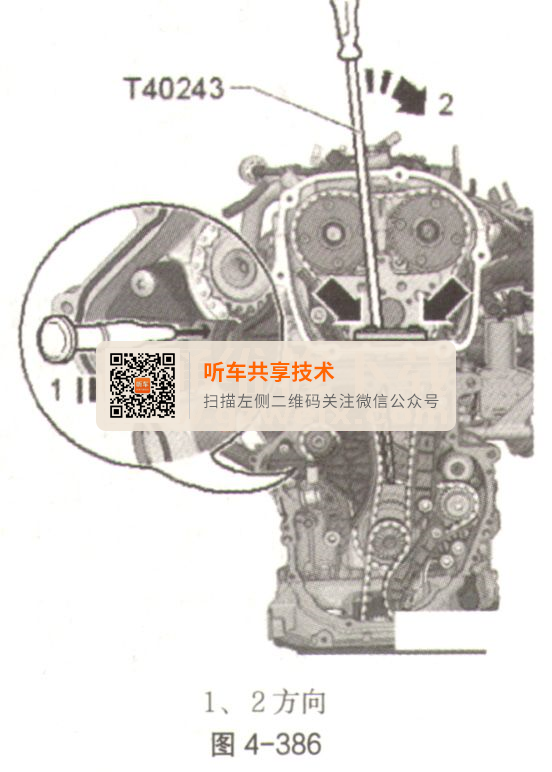
⑥抬高链条张紧器的锁定楔,为此沿图4-386中箭头方向1用划线针或合适的螺丝刀插入并固定在链条张紧器的孔中。
⑨将装配杆T40243沿图4-386中箭头方向2缓慢地按压并固定。
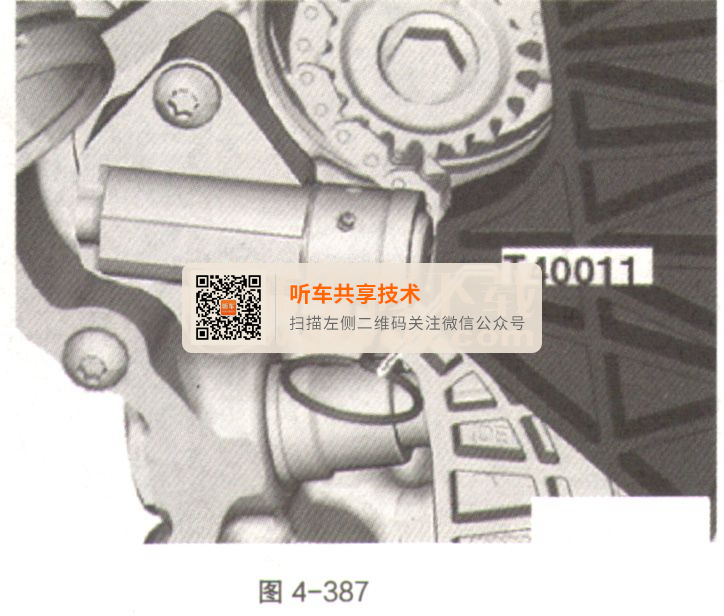
⑥用定位销T40011固定链条张紧器,如图4-387。
b.型号2。
④拧入装配杆T40243(如图4-388中箭头)。
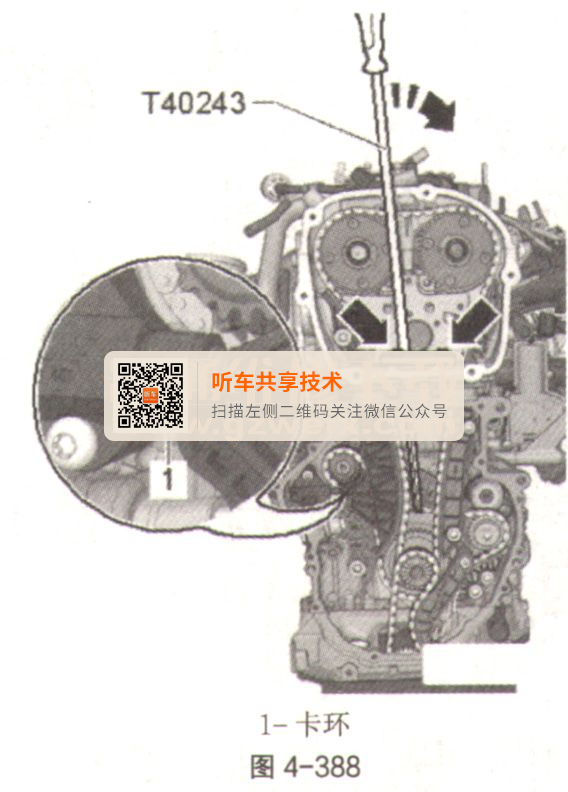
⑥将链条张紧器的卡环(如图4-388中1)压到一起并固定。
⑨将装配杆T40243沿图4-388中箭头方向缓慢地按压并固定。
⑥用插入定位工具T40267固定链条张紧器,如图4-389。

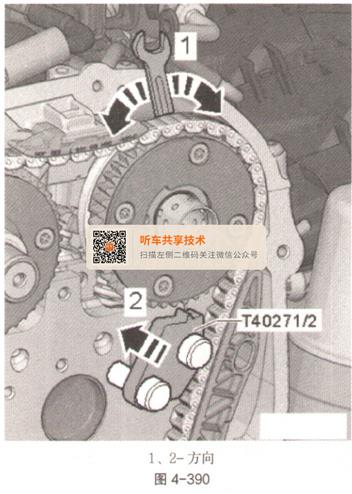
⑩所有车型:拆卸装配杆T40243。将凸轮轴固定装置T40271/2拧到汽缸盖上,沿图4-390中箭头方向2推人链轮啮合齿中,必要时用扳手拧转进气凸轮轴,如图4-390中箭头方向1。
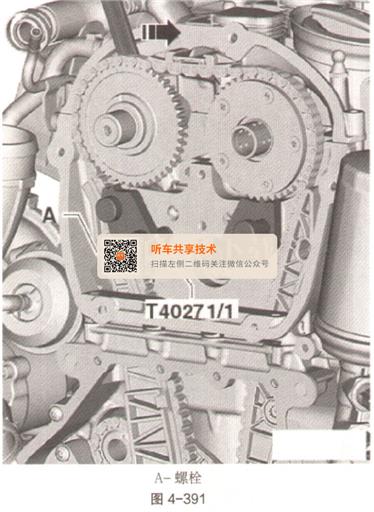
11有螺丝刀间隙时,将凸轮轴固定装置T40271/1拧到汽缸盖上。凸轮轴用开口扳沿顺时针方向(4-391中箭头)把定。拧出螺栓(如图4-391中A)并安装张紧轨,此时要继续把定凸轮轴。
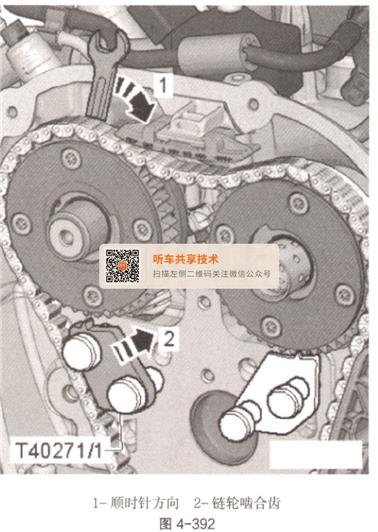
12将凸轮轴固定装置T40271/1推人链轮啮合齿(如图4-392中2)。在必要时,沿顺时针方向(如图4-392中1)继续旋转排气凸轮轴,直到可以推人凸轮轴固定装置。在链轮之间凸轮轴正时链必须为“松动状态”。
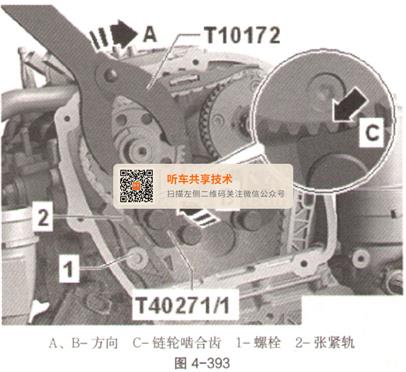
13没有螺丝刀间隙时,将凸轮轴固定装置T40271/1拧到汽缸盖上。接下来的工作步骤需要有另一位机工协助。将排气凸轮轴用反向固定器T10172沿图4-393中箭头方向A把定。拧出螺栓(如图4-393中1),将张紧轨(如图4-393中2)向下推。将排气凸轮轴顺时针(如图4-393中箭头方向A)继续旋转,直到凸轮轴固定装置T40271/1能够沿如图4-393中箭头方向B推人链轮啮合齿(如图4-393中C)。
14所有车型:用螺丝刀打开卡子,拆下上部滑轨(如图4-394中箭头),将滑轨向前推开。

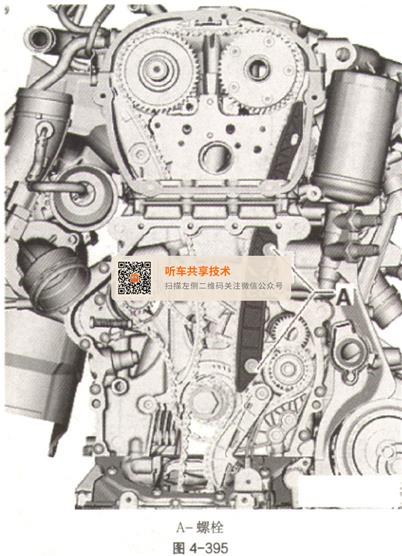
15拧出螺栓(4-395中A),拆下凸轮轴正时链的滑轨。
16取下正时链。
(3)安装。
①正时链的彩色链节必须定位在链轮的标记上,如图4-396。将正时链放到进气凸轮轴上。将正时链置于排气凸轮轴上。将正时链放到曲轴上并固定。

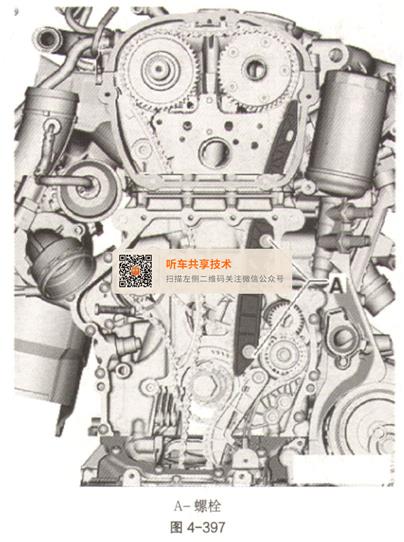
②安装凸轮轴正时链滑轨并拧紧螺栓(如图4-397中A)。
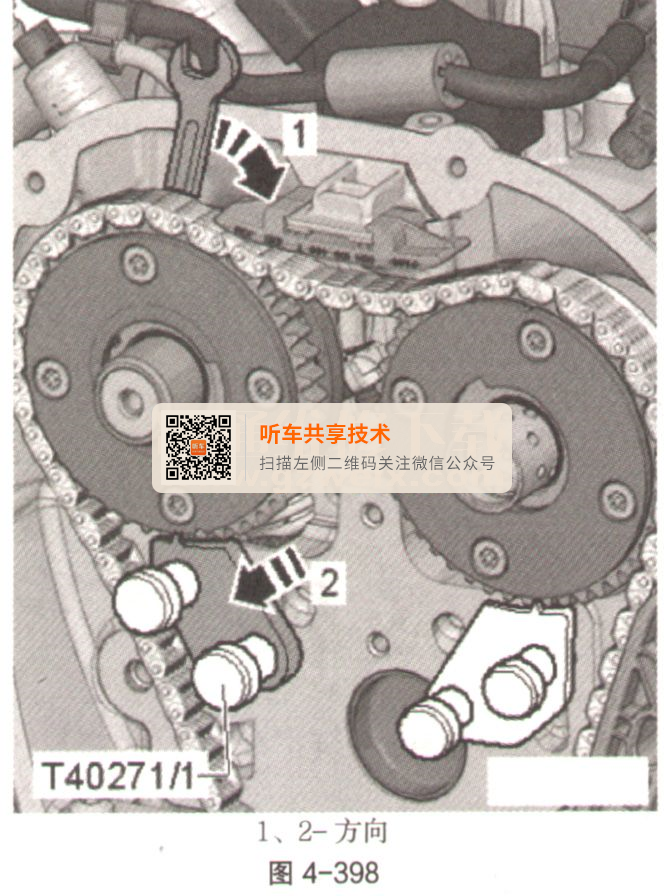
③有螺丝刀间隙时,需要另一位机工帮助固定排气凸轮轴。沿箭头方向(如图4-398中1)缓慢转动排气凸轮轴,直到可以将凸轮轴固定装置T40271/1从链轮的啮合齿中拉出。小L地给凸轮轴松绑,直到凸轮轴正时链贴在滑轨上部。在该位置上固定凸轮轴。在安装张紧轨前,务必检查有色的链节是否与曲轴上的标记对齐。
④继续固定凸轮轴并安装凸轮轴正时链的张紧轨。拧紧螺栓(如图4-399中A)。拆卸凸轮轴固定装置T40271/1。

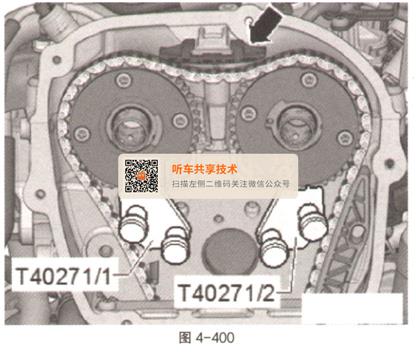
⑤安装上部滑轨(如图4-400中箭头)。
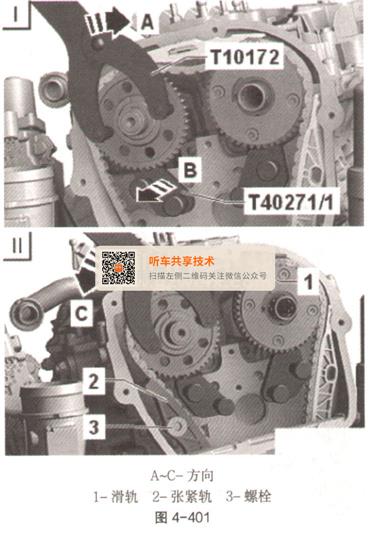
⑥没有螺丝刀间隙时,接下来的工作步骤需要有另一位机工协助。将排气凸轮轴用反向固定器T10172A沿图4-401中箭头方向A略微转动,并将凸轮轴固定装置T40271/1从链轮的啮合齿中推出(如图4-401中箭头方向B)。将凸轮轴沿方向(如图4-401中C)松开,直到正时链紧贴到滑轨(如图4-401中1)上。将凸轮轴固定在这个位置,拧上张紧轨(如图4-401中2)并拧紧螺栓(如图4-401中3)。
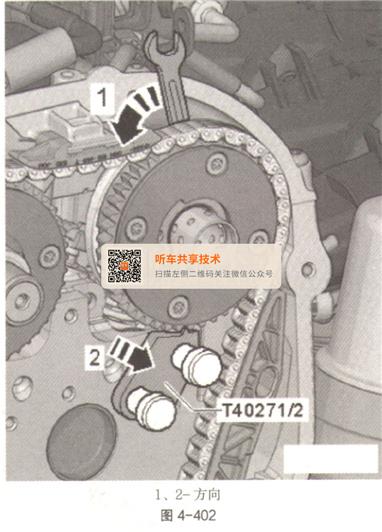
⑦沿箭头方向(如图4-402中1)旋转进气凸轮轴,将凸轮轴固定装置T40271/2推出链轮的啮合齿中(如图4-402中箭头方向2)并松开凸轮轴。拆卸凸轮轴固定装置T40271/2。
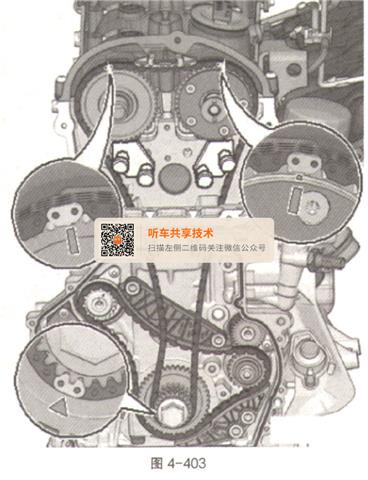
⑧检查有颜色的链节与标记的位置,如图4-403。
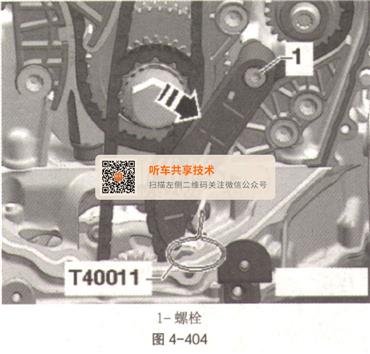
⑨安装油泵和链条张紧器的驱动链。紧固螺栓(如图4-404中1)并除去固定销T40011。
⑩拧入并拧紧螺栓(如图4-405中箭头)。

11用发动机油给开孔(如图4-406中箭头)上油。

12套上轴承桥并用手拧紧螺栓(如图4-407中箭头)。根据型号的不同,取下定位销T40011或插入定位工具T40267。

13拧紧轴承轴的螺栓(如图4-407中箭头)。
14安装控制阀。
15装上旋转工具T10531/3。在“上止点”位置平端部位(如图4-408中1)指向上方。拧上带肩螺母T10531/4。用开度为32开口扳沿发动机运行方向将曲轴全转2圈。

16因为传动比的原因,有色的链节在发动机转动之后不再对齐。
17其余的组装工作以相反的顺序进行。同时要注意下列事项。
a.安装正时链的下部盖板。
b.安装正时链的上部盖板。
c.安装多楔带的张紧装置。
d.安装多楔带。
e.调整动力机组支承。
(三)检测配气相位
(1)所需要的专用工具和维修设备。
①千分表VAS 6079,如图4-409。

②千分表适配接头T10170 A,如图4-410。

(2)工作步骤。
①拆卸正时链上部盖板。
②拆卸隔音垫。
③将减震器上的曲轴,带有套筒扳手的工具头SW24,沿发动机转动方向转动,直至标记(如图4-411中箭头)几乎位于上方。

④拆卸汽缸1上的火花塞。
⑤将千分表适配接头T10170/A拧入火花塞螺纹内,直至极限位置,如图4-412。
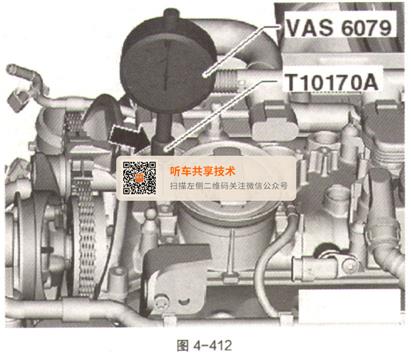
⑥将千分表VAS 6079用加强件T10170A/1插入到极限位置,用锁紧螺母(如图4-412中箭头)固定住。
⑦缓慢地沿发动机转动方向旋转曲轴直至指针打到极限。在指针达到极限部位(指针回返点)时,活塞位于上止点。
⑧为转动减震器,使用棘轮和套筒扳手的工具头SW24。如果曲轴转到“上止点”上,则必须将曲轴再次沿发动机转动方向再次转动2圈。请勿逆向转动发动机。
⑨测量从左侧外边缘棱边(如图4-413中1)到进气凸轮轴上的标记(如图4-413中2)的距离。标准值:61~64mm。

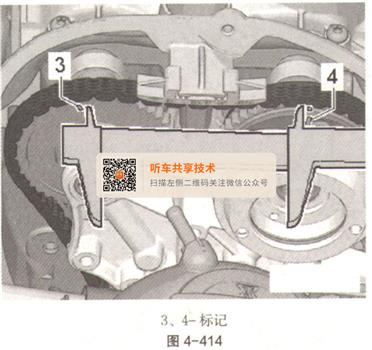
⑩如果已达到标准值,则测量排气凸轮轴上的标记(如图4-414中3)和进气凸轮轴上的标记(如图4-414中4)之间的距离。标准值:124~126mm。
11一个齿的偏差意味着和标准值偏差约6mm。如果确认有偏差,则重新铺放正时链。减震器缺口必须对准正时链下盖板上的(如图4-415中箭头)标记。

来源:网络


