2019-04-12 13:48:18
2015年甲壳虫280TSI(1.4T CTHD)发动机正时校对方法
通用以下车型
2013~2014年甲壳虫1 .4TSI(1.4T CTHD)。
(一)拆卸和安装正时链和机油泵驱动链
(1)必备的专用工具、检测仪器以及辅助工具。
①千分表VAS 6079、拉拔器T10094 A、千分表转接头T10170、凸轮轴固定装置T10171 A、固定工具T10172和定位销T40011,如图5-166。

②火花塞扳手3122 B,如图5-167。

③固定工具3415,如图5-168。

④扭力扳手V.A.G 1331。
(2)拆卸。
①拆卸发动机罩。
②拆卸空气滤清器。
③排出冷却液。
④拆卸冷却液软管和管路导向件(如图5-169中箭头)。拧出紧固螺栓并取下凸轮轴密封盖(如图5-169中1)。拆卸汽缸1的火花塞。为此使用拉拔器T10094工艺A和火花塞扳手3122 B。

⑤松开并拔下插头。拆卸机油压力开关F1。拧出2个凸轮轴盖板的螺栓。
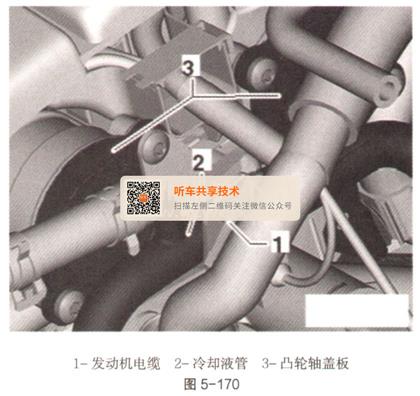
⑥松开发动机电缆(如图5-170中1)。从汽缸盖上拔下冷却液管(如图5-170中2)和发动机电缆(如图5-170中1)。从汽缸盖上撬出2个凸轮轴盖板(如图5-170中3)。使用千分表转接头T10170 A时,无须拧下千分表VAS 6079的球头。球头应置于连杆平整侧。
⑦拧入千分表转接头T10170至火花塞螺纹的限位位置。装入千分表VAS 6079至限位位置,并用夹紧螺母(如图5-171中箭头)夹紧。沿发动机转动方向将曲轴旋转至汽缸1的上止点。请注意千分表小指针的位置。

⑧凸轮轴上的孔(如图5-172中箭头)必须处于图中的位置。必要时,将曲轴继续旋转1圈(360°)。曲轴转到上止点上方0.01mm处时,必须沿发动机运转方向再转动曲轴2圈,这样曲轴才能位于汽缸1的上止点位置。汽缸1上止点的允许偏差:±0.01 mm。在安装凸轮轴固定装置T10171A之前,必须先检查工具销钉是否凸出至少7mm。如果未凸出7mm,则表明凸轮轴固定装置损坏,必须予以更换。不得用敲击工具敲人凸轮轴固定装置。

⑨在凸轮轴开口中插入凸轮轴固定装置T10171A,直至限位位置。锁止销(如图5-173中箭头1)必须嵌入孔(如图5-173中箭头2)中。必须可以从上方看到TOP标记(如图5-173中箭头3)。

⑩用力将螺栓M6拧入相应的孔(如图5-174中箭头)中,以便固定凸轮轴固定装置T10171 A,但不要拧紧。注意凸轮轴固定装置T10171A有不同的固定点。拆卸正时罩盖。

11从机油泵链轮上拔下盖板(如图5-175中1)。

12沿如图5-176中箭头方向按压张紧轨并用定位销T40011固定链条张紧器的活塞。

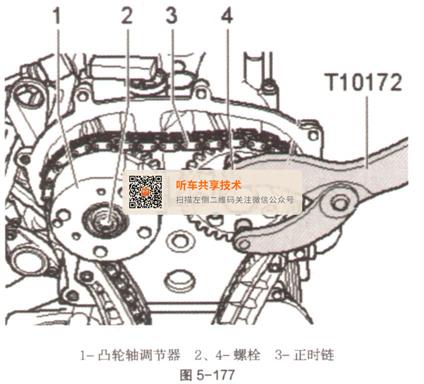
13用记号笔标记正时链(如图5-177中3)的运转方向。凸轮轴调节器(如图5-177中1)的紧固螺栓为左旋螺纹。拧出螺栓(如图5-177中2和如图5-177中4),并一同拆下凸轮轴调节器(如图5-177中1)和正时链(如图5-177中3)。使用固定工具T10172进行固定。
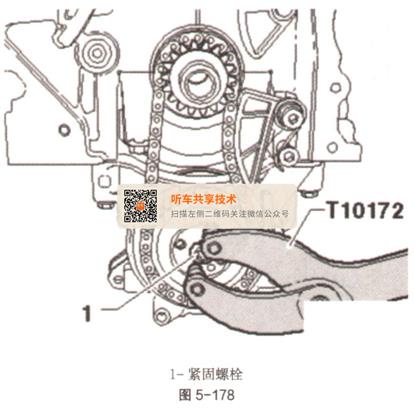
14用固定工具T10172固定住机油泵链轮,并松开紧固螺栓(如图5-178中1)。
15用一把螺丝刀撬出螺栓(如图5-179中2)上的张紧弹簧(如图5-179中1),并取出张紧弹簧(如图5-179中1)。拧出紧固螺栓(如图5-179中3),并取下链条张紧器。用记号笔标记机油泵驱动链的运转方向。

16拧下链轮(如图5-180中1)的紧固螺栓并一同取下链轮(如图5-180中1和3)以及机油泵驱动链(如图5-180中2)。

(3)安装。
①曲轴必须位于汽缸1的上止点位置。
②沿如图5-181中箭头方向将链轮(如图5-181中1)推到曲轴轴颈的限位位置。与链轮(如图5-181中1)铸在一起的凸缘(如图5-181中2)必须位于曲轴轴颈的凹槽(如图5-181中3)中。

③用记号笔标记链轮和汽缸体曲轴的位置,如图5-182。

④机油泵驱动链置于链轮上,同时将链轮置于机油泵驱动轴上。注意机油泵驱动链上的运转方向标记。机油泵驱动轮只能在一个位置上与机油泵驱动轴匹配。用固定工具T10172固定住机油泵驱动轮。以20N·m的力矩拧上新的紧固螺栓(如图5-183中1),并继续旋转1/4圈(90°)拧紧。

⑤在机油泵驱动链上安装链条张紧器,并以8N·m的力矩拧紧紧固螺栓(如图5-184中3)。用一把螺丝刀从螺栓(如图5-184中2)上撬出张紧弹簧(如图5-184中1)。注意标记(如图5-184中箭头)。曲轴不得扭转。用力给链轮拧上一个新的紧固螺栓。

⑥正时链(如图5-185中1)装到曲轴链轮(如图5-185中4)、排气凸轮轴链轮(如图5-185中3)上,并用力给凸轮轴调节器拧上一个新的紧固螺栓。注意正时链(如图5-185中1)上的运转方向标记。注意,导向套应安装在进气凸轮轴和凸轮轴调节器之间。凸轮轴调节器的紧固螺栓(如图5-185中2)为左旋螺纹。

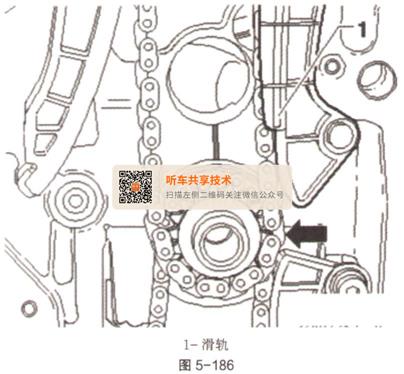
⑦正时链必须紧贴滑轨(如图5-186中1)和曲轴链轮(如图5-186中箭头)。
⑧安装链条张紧器(如图5-187中1),并以9N·m的力矩拧紧紧固螺栓(如图5-187中2)。从链条张紧器中拔出定位销T40011,以便张紧正时链。检查曲轴链轮和汽缸体上的记号,它们必须相对而立。

⑨以40N - m的力矩拧紧紧固螺栓(如图5-188中2),并以50N - m的力矩拧紧螺栓(如图5-188中4)(使用固定工具T10172)。检查正时后才能继续旋转(90°)来拧紧紧固螺栓(如图5-188中2和4)。凸轮轴调节器的紧固螺栓(如图5-188中2)为左旋螺纹。

⑩拧出螺栓(如图5-189中箭头),并从凸轮轴壳体上取下凸轮轴固定装置T10171。检查正时。

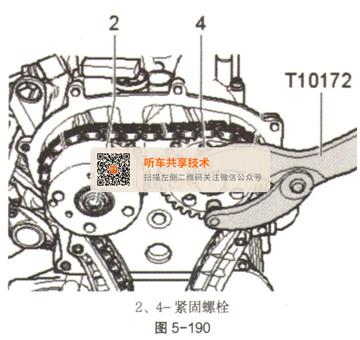
11如果正时正确:用固定工具T10172固定凸轮轴齿轮并用一把刚性扳手将紧固螺栓(如图5-190中2(左旋螺纹)和4)继续旋转1/4圈(90°)。凸轮轴调节器的紧固螺栓为左旋螺纹。在拧紧到凸轮轴上时,凸轮轴齿轮不得扭转。
12安装机油泵齿轮盖板(如图5-191中1)。

13安装正时罩盖。
14安装曲轴皮带轮。
15安装多楔带。
16安装发动机罩。
17其他组装工作大体上与拆卸顺序相反。
(二)检查正时
(1)必备的专用工具、检测仪器以及辅助工具。
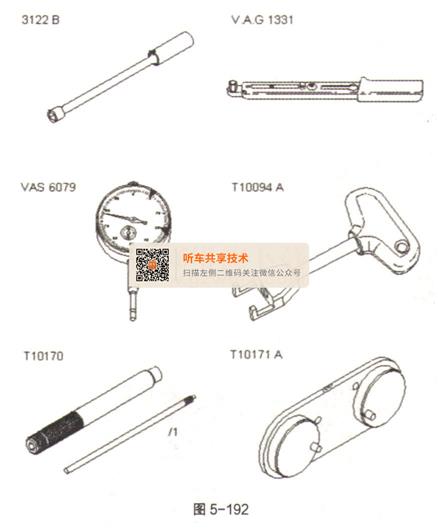
火花塞扳手3122B、扭力扳手(5-50N·m)V.A.G1331、千分表VAS6079、拉拔器T10094A、千分表转接头T10170和凸轮轴固定装置T10171A,如图5-192。
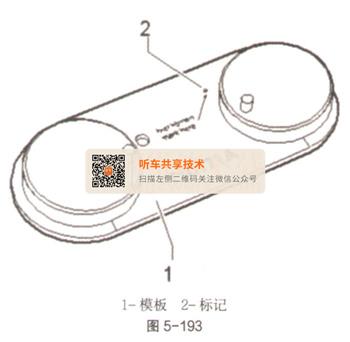
(2)用于固定凸轮轴固定装置的固定点发生了改变。现在使用一种新的专用工具,即凸轮轴固定装置T10171A。如下所述操作时,仍可以使用旧的凸轮轴固定装置T10171。如图5-193将模板(如图5-193中1)置于凸轮轴固定装置T10171上。用冲头在凸轮轴固定装置T10171上做标记(如图5-193中2)。用一个7mm的钻头给凸轮轴固定装置T10171钻孔。除去孔两侧的毛刺。工具名称T10171增加字母A来进行标记。
(3)检查步骤。
①排出冷却液。
②拆下右侧轮罩板。
③拆卸发动机罩。
④拆卸空气滤清器。
⑤拆卸汽缸1的火花塞。为此使用拉拔器T10094A和火花塞扳手3122B。
⑥松开并拔下插头。
⑦拆卸机油压力开关F1。
⑧拧出2个凸轮轴盖板的螺栓。
⑨松开发动机电缆(如图5-194中1)。

⑩从汽缸盖上拔下冷却液管(如图5-194中2)和发动机电缆(如图5-194中1)。从汽缸盖上撬出2个凸轮轴盖板(如图5-194中3)。使用千分表转接头T10170A时,无须拧下千分表VAS6079的球头。球头应置于连杆平整侧。
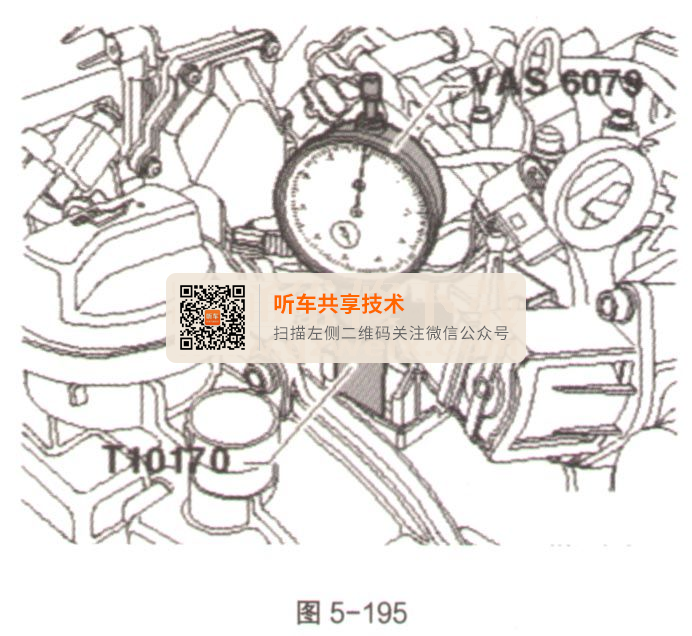
11拧入千分表转接头T10170至火花塞螺纹的限位位置。用千分表转接头T10170中的加长件将千分表VAS 6079安装到限位位置,并用夹紧螺母(如图5-195中箭头)夹紧。沿发动机运转方向将曲轴转至汽缸1的上止点处。记下千分表小指针的位置。
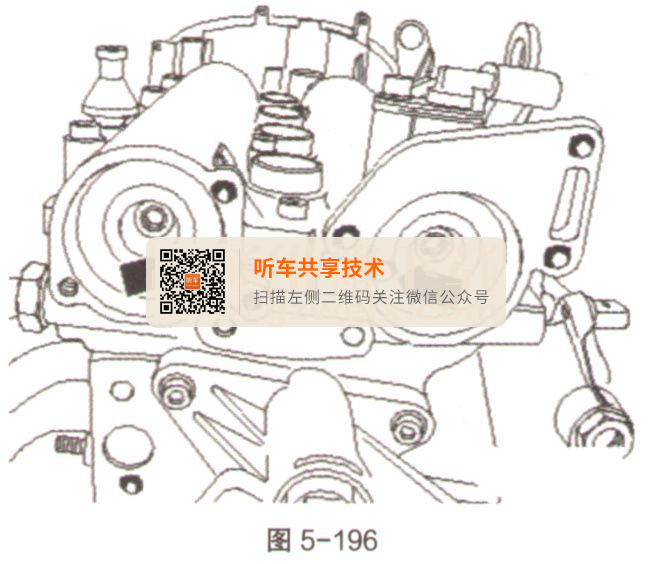
12凸轮轴上的孔(如图5-196中箭头)必须处于图中的位置。必要时,将曲轴继续旋转1圈(360°)。曲轴转到上止点上方0.01mm处后,必须沿发动机运转方向转动曲轴2圈,这样曲轴才能位于汽缸1的上止点位置。汽缸1上止点的允许偏差±0.01 mm。在安装凸轮轴固定装置T10171 A之前,必须先检查工具销钉是否凸出至少7mm。如果未凸出7mm,则表明凸轮轴固定装置损坏,必须予以更换。不得用敲击工具敲人凸轮轴固定装置。
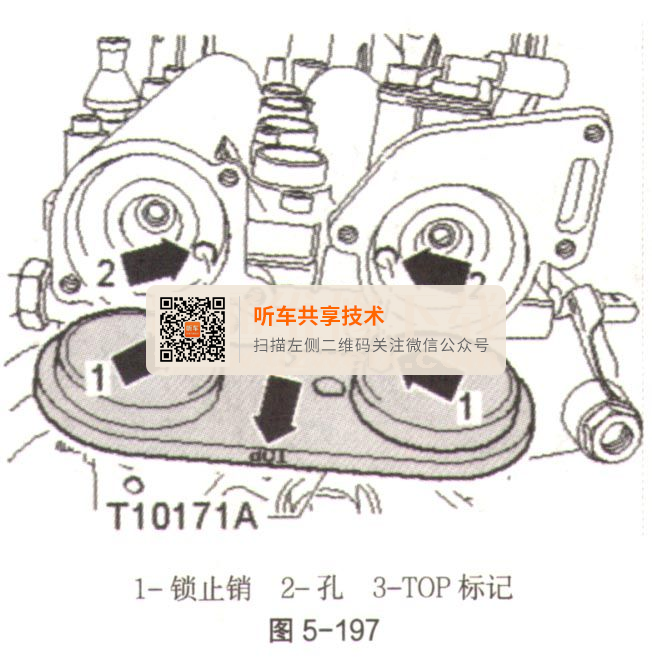
13在凸轮轴开口中插入凸轮轴固定装置T10171A,直至限位位置。锁止销(如图5-197中箭头1)必须嵌入孔(如图5-197中箭头2)中。必须可以从上方看到TOP标记(如图5-197中箭头3)。如果凸轮轴固定装置T10171 A无法插入到凸轮轴开口的限位位置,则表明正时不正确且必须调整。如果凸轮轴固定装置T10171 A可以推入到凸轮轴开口的限位位置,则表明正时正常。
14其他组装工作大体上与拆卸顺序相反。同时请注意下列事项:更换凸轮轴密封盖的密封环,并在安装前先润滑。
15加注冷却液。
16安装发动机罩。
(三)调整正时
(1)必备的专用工具、检测仪器以及辅助工具。
①千分表VAS 6079、拉拔器T10094 A、千分表转接头T10170、凸轮轴固定装置T10171 A、固定工具T10172、定位销T40011,如图5-198。
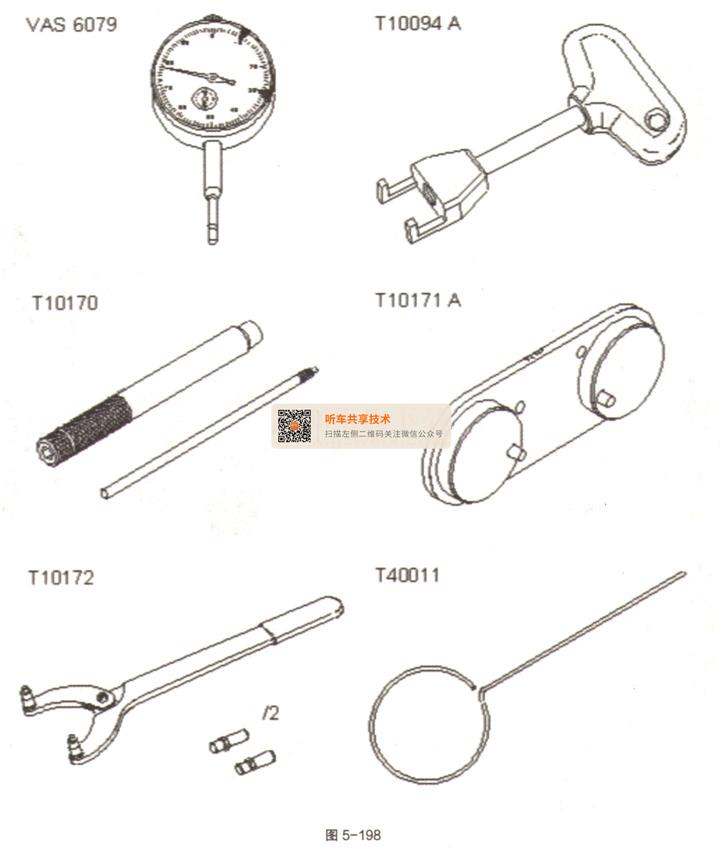
②扭力扳手V.A.G 1601、固定工具3415、紧固销T10340、扭力扳手V.A.G 1331,如图5-199。

③火花塞扳手3122 B,如图5-200。

(2)操作步骤。
①排出冷却液。
②拆卸发动机罩。
③拆卸空气滤清器。
④拆卸正时罩盖。
⑤为了转动曲轴,需要装上轴承套、曲轴皮带轮(如图5-201中2)和曲轴螺栓(如图5-201中3)并拧紧曲轴螺栓(使用固定工具3415)。拆卸汽缸1的火花塞。为此使用拉拔器T10094 A和火花塞扳手3122 B。
⑥松开并拔下插头。拆卸机油压力开关F1。拧出2个凸轮轴盖板的螺栓。

⑦松开发动机电缆(如图5-202中1)。从汽缸盖上拔下冷却液管(如图5-202中2)和发动机电缆(如图5-202中1)。从汽缸盖上撬出2个凸轮轴盖板(如图5-202中3)。

⑧使用千分表转接头T10170 A时,无须拧下千分表VAS 6079的球头。球头应置于连杆平整侧。拧入千分表转接头T10170至火花塞螺纹的限位位置。用加长件T10170/1将千分表VAS 6079安装到限位位置,并用夹紧螺母(如图5-203中箭头)夹紧。沿发动机运转方向将曲轴转至汽缸1的上止点处。记下千分表小指针的位置。然后沿发动机转动方向再次旋转曲轴2圈。

⑨沿如图5-204中箭头方向压张紧轨(如图5-204中1),并用定位销T40011锁定活塞。

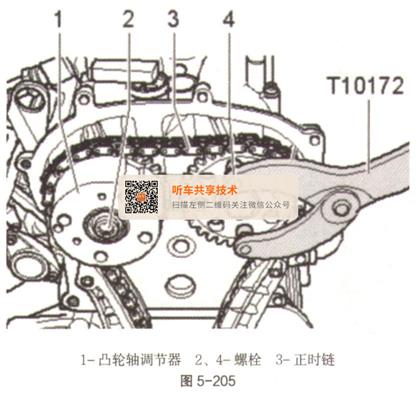
⑩用记号笔标记正时链(如图5-205中3)的运转方向。凸轮轴调节器的中央螺栓为左旋螺纹。拧出螺栓(如图5-205中2和4),并一同拆下凸轮轴调节器(如图5-205中1)和正时链(如图5-205中3)。使用固定工具T10172进行固定。再次插上凸轮轴调节器(如图5-205中1)。更换螺栓(如图5-205中2和4),并以40N·m的力矩拧紧螺栓(如图5-205中2),以50N·m的力矩拧紧螺栓(如图5-205中4)(使用固定工具T10172)。在安装凸轮轴固定装置T10171 A之前,必须先检查工具销钉是否凸出至少7mm。如果未凸出7mm,则表明凸轮轴固定装置损坏,必须予以更换。不得用敲击工具敲人凸轮轴固定装置。
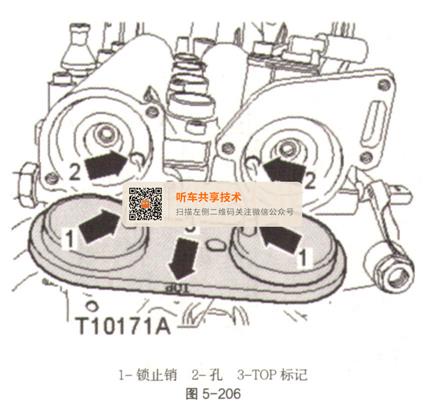
11旋转进气和排气凸轮轴,直至凸轮轴固定装置T10171 A插入至凸轮轴开口的限位位置。锁止销(如图5-206中箭头1)必须嵌入孔(如图5-206中箭头2)中。必须可以从上方看到TOP标记(如图5-206中箭头3)。在转动时不允许凸轮轴轴向移动。
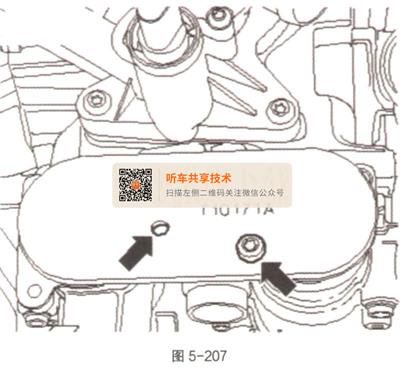
12在相应的孔(如图5-207中箭头)中用手拧入一个螺栓M6来固定凸轮轴固定装置T10171 A,但不要紧。注意凸轮轴固定装置T10171 A有不同的固定点。松开凸轮轴齿轮的螺栓。为此务必使用固定工具T10172。凸轮轴固定装置T10171不得用作固定工具。拆下凸轮轴齿轮。拆下凸轮轴调节器后,在安装时导向套必须位于凸轮轴中。正时链置于凸轮轴齿轮上以及重新装回拆下的凸轮轴齿轮时请注意运转方向。拧入凸轮轴螺栓,确保凸轮轴齿轮仍能转动。拔出定位销T40011,以张紧正时链。
13沿发动机转动方向将曲轴转到汽缸1的上止点,如图5-208。汽缸1上止点的允许偏差:±0.01 mm。曲轴转到上止点上方0.01mm以上后,必须沿发动机运转方向再次旋转曲轴2圈,以便将曲轴调节至汽缸1的上止点位置。

14拧出曲轴箱上的螺旋塞(如图5-209中箭头)。拧入紧固销T10340至曲轴箱的限位位置。以30N·m的力矩拧紧紧固销T10340。

15用紧固销T10340沿发动机转动方向卡止曲轴,如图5-210。

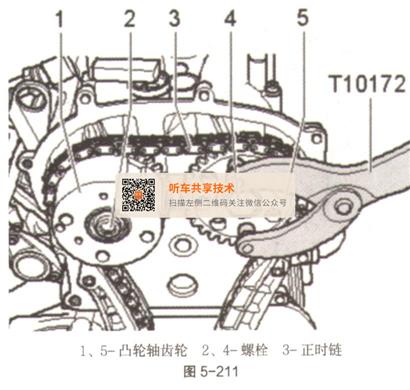
16用固定工具T10172将凸轮轴齿轮(如图5-211中1)和(如图5-211中5)固定在该位置,以40N·m的力矩拧紧螺栓(如图5-211中2)(左旋螺纹),以50N·m的力矩拧紧螺栓(如图5-211中4)。在拧紧凸轮轴螺栓时曲轴不允许转动,同时正时链(如图5-211中3)两侧必须保持张紧状态。拆卸凸轮轴固定装置T10171 A。
17从曲轴箱中拧出紧固销T10340,如图5-212。沿发动机转动方向旋转曲轴2圈至汽缸1的上止点。汽缸1上止点的允许偏差:±0.01mm。在安装凸轮轴固定装置T10171 A之前,必须先检查工具销钉是否凸出至少7mm。如果未凸出7mm,则表明凸轮轴固定装置损坏,必须予以更换。不得用敲击工具敲人凸轮轴固定装置。

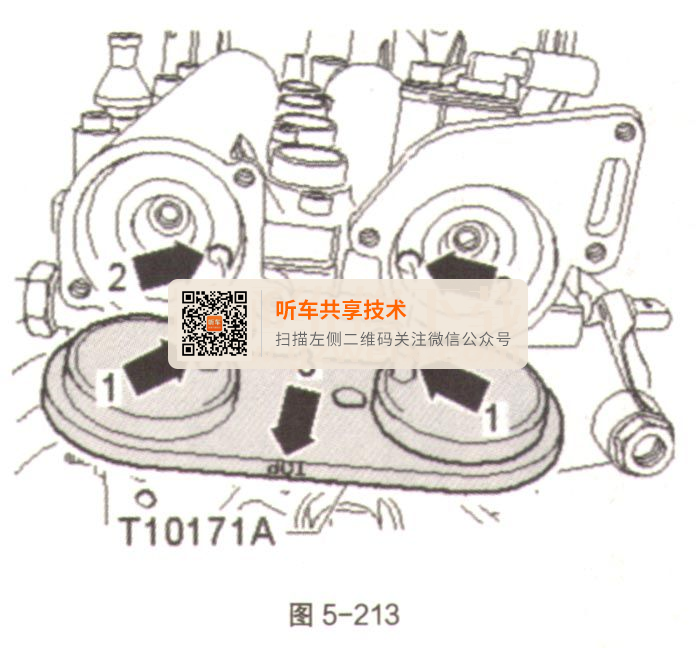
18在凸轮轴开口中插入凸轮轴固定装置T10171A,如图5-213,直至限位位置。如果凸轮轴固定装置T10171 A无法插入:重新调整。如果凸轮轴固定装置T10171 A可以插入:拧入紧固销。
19T10340至曲轴箱的限位位置,如图5-214。

以30N·m的力矩拧紧紧固销T10340。
20取出凸轮轴固定装置T10171A,用固定工具T10172固定凸轮轴齿轮,并用刚性扳手将螺栓(如图5-215中2(左旋螺纹)和4)继续旋转1/4圈(90°)。凸轮轴调节器的中央螺栓为左旋螺纹。在拧紧到凸轮轴上时,不得扭转凸轮轴齿轮。

④其他组装工作大体上与拆卸顺序相反。同时请注意下列事项。
a.在安装曲轴皮带轮之前,紧固销T10340必须保留在曲轴箱中。
b.安装正时罩盖。
c.安装曲轴皮带轮。
d.安装多楔带。
e.更换凸轮轴密封盖的密封环并在安装前先润滑。
f.加注冷却液。
9.安装发动机罩。
来源:网络



