2019-04-11 17:04:59
大切诺基3.7L发动机正时校对方法
2007款起大切诺基装备3.7L发动机校对方法
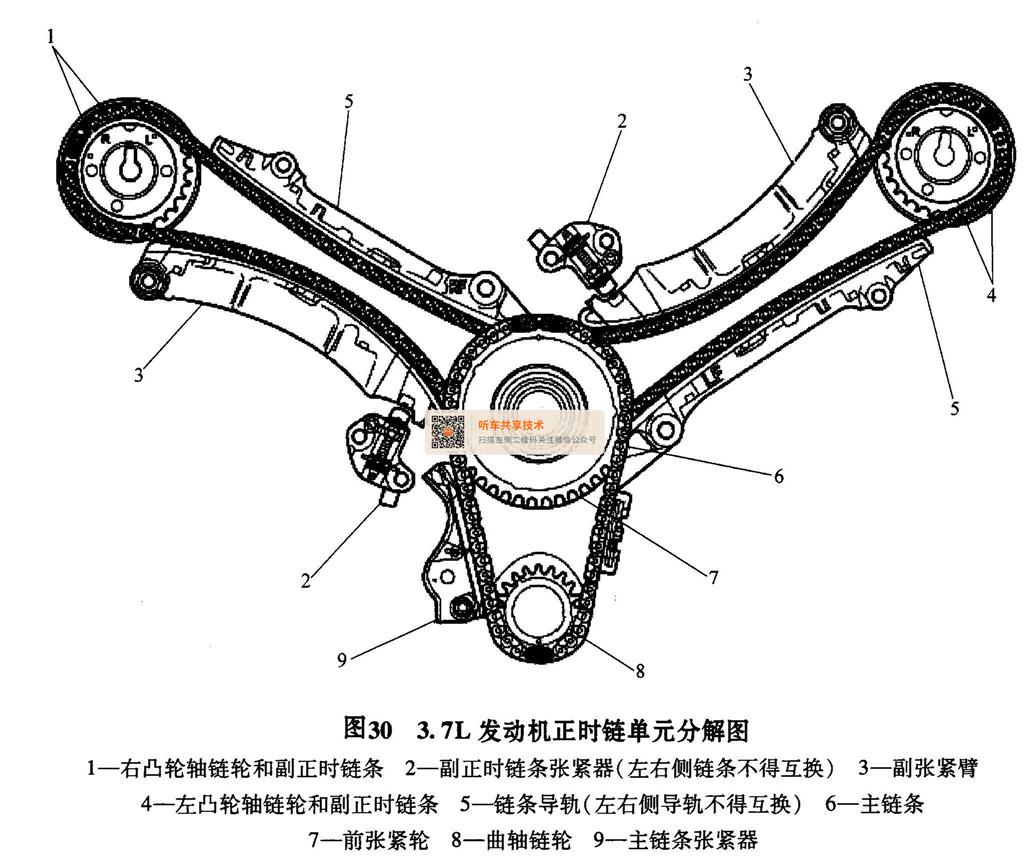
1.正时链单元分解
正时链单元分解图如图30所示。
2.正时链检验方法
注意:在正时检验程序中,可能会出现链条上的蓝色链板及凸轮轴传动链轮上的点不能互相对准的情况。只有当重新调准整个正时单元时,蓝色链板才能与链轮上的点互相对准。一旦正时单元转起来,蓝色链板到点的对准不再有效。
可通过如下步骤进行发动机基准正时检验:
1)卸下气缸盖罩。
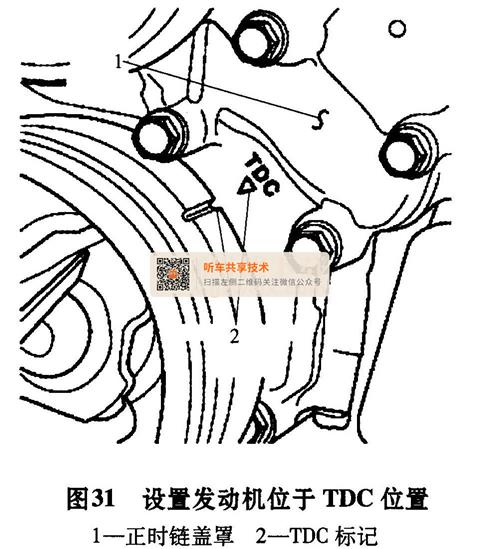
2)使用镜子,在正时链盖罩1上进行压缩行程上止点(TDC)箭头2的定位。旋转曲轴,直到曲轴减振器上的标记与盖罩上的TDC箭头对中为止。发动机现在处于TDC位置,如图31所示。
3)注意刻印在凸轮轴链轮上的V6标记1位置。若每个凸轮轴链轮上的V6标记在12点的位置,则发动机应在排气行程的上止点处。若每个凸轮轴链轮上的V6标记在6点的位置,则发动机应在压缩行程的上止点处,如图32所示。

4)若两个凸轮轴链轮在同一方向或相反方向上的位置不当,则主链条或两个副链条无法使用。
5)若只有其中一个凸轮轴链轮的位置不当,而另一个链轮的位置是正确的,则问题将集中到一个副链条上。
6)若两个凸轮轴链轮的V6标记在12点或6点的位置,则发动机的基准正时是正确的。重新安装缸罩。如图32所示。
平衡轴正时
1)确认发动机在TDC位置,且两个凸轮轴链轮V6标记在12点的位置。
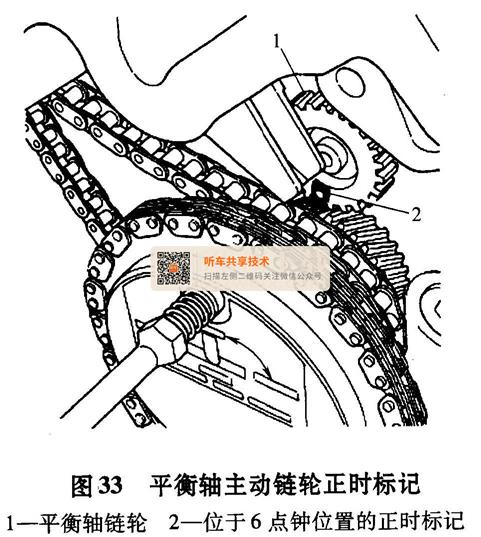
2)观察左缸盖的链孔。平衡轴主动链轮的正时点应位于6点的位置,如图33所示。
单个凸轮轴的正时
注意:按照如下程序对凸轮轴进行正时调整:
1)使用链条张紧器楔块和专用工具8379(2)固定副链条传动装置3,如图34所示。

2)卸下凸轮轴链轮的固定螺栓。
3)小心地将凸轮轴链轮从凸轮轴上取下。
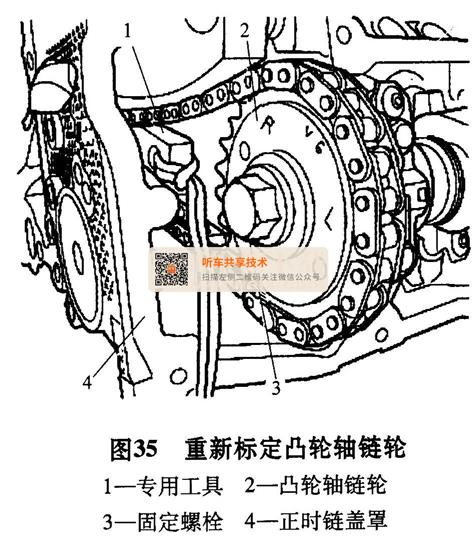
4)重新标定凸轮轴链轮,直到V6的标
记与相对的凸轮轴链轮上的V6标记在同一位置为止,如图35所示。
5)使用专用工具8428凸轮轴扳手2,旋转凸轮轴,直到凸轮轴上的对准销对准凸轮轴链轮上的槽口,如图36所示。
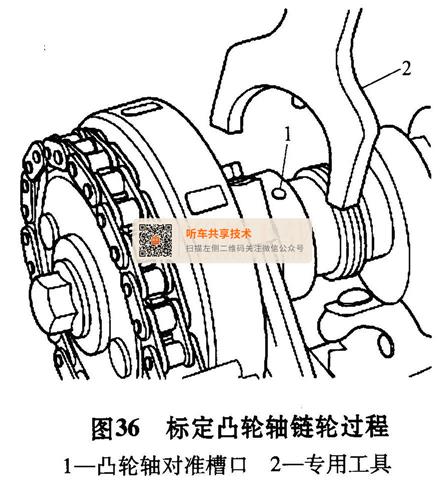
注意:在重新安装螺检前,清除凸轮轴链轮固定螺检上多余的机油。否则将会造成螺检拧紧力矩过大而失效。
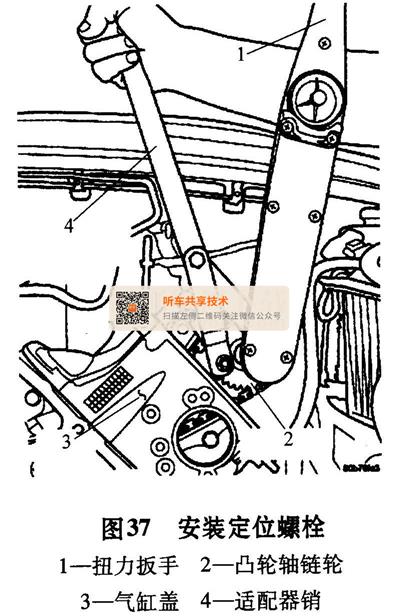
6)将凸轮轴链轮放置在凸轮轴上,清理螺栓上的余油,然后安装定位螺栓。使用专用工具:扳手(6958)和适配器销(8346),以及合适的扭力扳手,以122N·m (90lbf·ft )的力矩将定位螺栓拧紧,如图37所示。
7)取下专用工具8379。
8)旋转曲轴两周,然后检验凸轮轴链轮V6标记是否与正时标记对准。
9)安装缸盖罩。
3.正时链单元的拆卸
1)断开蓄电池负极电缆。
2)排放冷却系统。
3)取下左右缸盖罩。
4)卸下散热器风扇。
5)旋转发动机曲轴,直到曲轴减振器上的正时标记2与正时链盖罩1上的TDC标记对准为止,如图31所示。
6)如图3-32所示,确保凸轮轴链轮V6标记在12点的位置(1缸排气行程上止点)。
7)取下动力转向泵。
8)取下左右缸盖上的堵塞,以操作链条导轨紧固件。
9)卸下机油添加口壳体,从而能够对右侧张紧器臂紧固件进行操作。
10)取下曲轴减振器和正时链盖罩。
11)压下并紧固主链条张紧器。
注意:左副链张紧器后面的板可能落入油底壳。所以,应盖好油底壳开口。
12)卸下副链张紧器。
13)取下凸轮轴位置传感器。
注意:操作时应谨慎小心,切勿损坏凸轮轴的正时链轮。在松紧凸轮轴链轮时请勿连接目标轮。请勿将目标轮置于任何磁源附近。损坏或磁化了的正时链轮会导致车辆无法起动。
注意:请勿强行独立转动凸轮轴或曲轴。这将会导致进气门与活塞之间干涉。确保蓄电池负极电缆断开,以防止起动机的意外旋转。
14)卸下左右凸轮轴链轮螺栓。
15)在用专用工具8428--凸轮轴扳手托着左凸轮轴的同时,取下左凸轮轴链轮。将凸轮轴慢速地沿顺时针方向旋转5°,到空档位置。
16)在用专用工具8428--凸轮轴扳手托着右凸轮轴的同时,取下右凸轮轴链轮。
17)卸下惰轮总成的螺栓。
18)向前同时滑动惰轮总成和曲轴链轮,拆卸主、副链。
19)拆卸旋转张紧器臂和链条导轨。
20)取下主链条张紧器。
4.正时链单元的安装
1)使用台虎钳轻压副链条张紧器活塞,直到活塞与张紧器体齐平。使用销子或其他适当工具松开棘爪,用力向后拉棘爪,穿过张紧器侧的检修孔。在继续固定棘轮时,推动棘轮装置离开张紧器约2mm。将专用工具8514-锁销安装到张紧器前的孔上。慢速地打开台虎钳,将活塞弹簧力量转向锁销,如图38所示。

2)将主链条张紧器放在机油泵上,将螺栓插入到张紧器支架的两个下孔。紧固螺栓至28N·m (250lbf·in)。
3)安装右侧链条张紧器臂。安装Torx螺栓。以28N·m (250lbf·in)的力矩拧紧Torx螺栓。
注意:银色螺检用于将导管固定在缸盖上,黑色螺检用于将导管固定在发动机缸体上。
4)安装左侧链条导轨。紧IM螺栓全28N·m (250lbf·in)。
5)安装左侧链条张紧器臂和Torx螺栓。以28N·m (250lbf·in)的力矩拧紧Torx螺栓。
6)安装右侧链条导轨。紧固螺栓至28N·m (250lbf·in)。
7)将两个副链条安装到张紧轮上。调整副链条上的两个链板,使其能够通过惰轮链轮上的两个低位开口(4点和8点位置)。当安装好副正时链条时,使用专用工具8429支撑链条,如图39所示。

8)将主链条的双链板与惰轮链轮上的12点位置的正时标记对齐。将主链条的单链板与曲轴链轮上的6点位置的正时标志对准。
9)用清洁的发动机机油润滑凸轮轴轴颈。、
注意:在张紧器完全定位前,张紧器应与平衡轴主动齿轮正时。
10)如图33所示安装链条、曲轴链轮和张紧器总成。在将两条副链条穿过缸体及缸盖开口后,将链条用弹性带或类似物进行固定。这样将使链条保持足够的张紧度,以便于安装。将前张紧轮上的正时标记2对准平衡轴链轮(1)上的正时标记,然后将张紧轮完全定位。在安装惰轮螺栓之前,用机油对垫圈进行润滑,将惰轮总成的定位螺栓紧固至34N·m(25lbf·ft)。
注意:安装链轮时,有必要轻微转动凸轮轴。
11)将左凸轮轴链轮“L”点对准链条上的链板。
12)将右凸轮轴链轮“R”点对准链条上的链板。
注意:清除凸轮轴链轮螺检上多余的机油。否则将会造成螺检力矩过大而失效。
13)卸下专用工具8429,然后将两个链轮安装到凸轮轴上。清除螺栓上多余的机油,然后安装链轮螺栓,但此时请勿紧固。
14)检验所有的板链接是否对准所有链轮上的标记,以及凸轮轴链轮上的V6标记是否位于12点的位置。
注意:确保左副链张紧器和缸体之间的隔板安装正确。
15)安装两个副链条张紧器。紧固螺栓至28N·m (250lbf·in)。
注意:左右副链条张紧器为非通用型。
16)取下张紧器上的所有锁销。
注意:从每个张紧器上拔出锁销后,不要手动张开张紧器棘轮。这样会使链条过度张紧,会产生噪声和/或过高的正时链负荷。
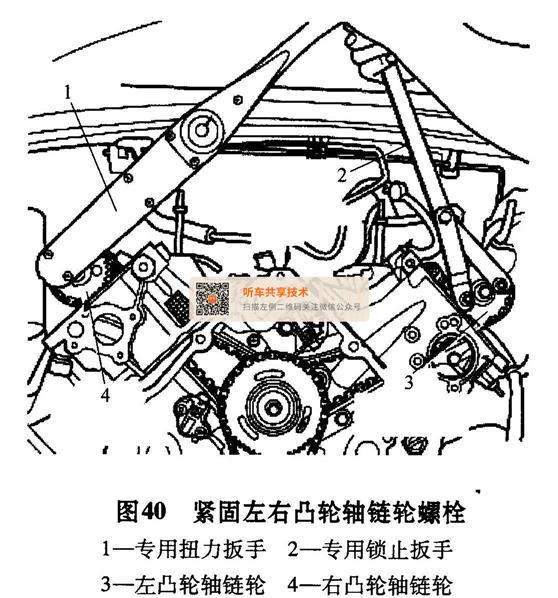
17)使用带有适配器销(8346)的专用工具6958--扳手,将左凸轮轴链轮紧固至122N·m (90lbf·ft )。
18)使用带有适配器销(8346)的专用工具6958--扳手,以122N·m (90lbf·ft)的力矩拧紧右凸轮轴链轮,如图40所示。
19)将发动机旋转两周。检验正时标记在如下位置:
①主链条张紧轮上的点位于12点处。
②主链条曲轴链轮上的点位于6点处。
③副链条凸轮轴链轮上的V6标记位于12点处。
④平衡轴链轮的点应对准张紧轮链轮上的点。
20)用发动机机油润滑所有三条链条。
21)在安装完所有链条后,检查惰轮的游隙。游隙应在0.10~0. 25 mm ( 0. 004~0. 010in )之间。若未在技术参数内,应更换惰轮。
22)安装正时链盖罩和曲轴减振器。
23)安装缸盖罩。
注意:在右缸盖内安装螺纹检之前,必须在螺纹检上涂上一层密封剂以防泄漏。
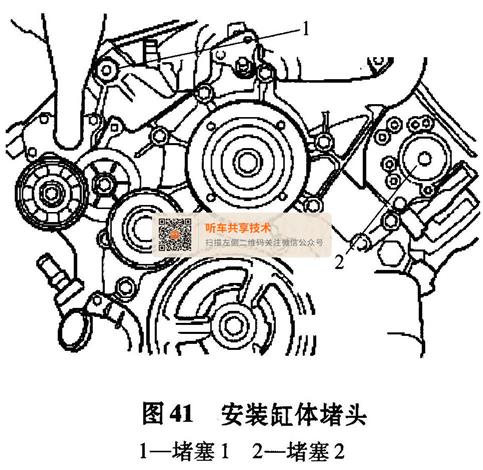
24)如图41所示,在堵塞上涂抹MoPar螺纹Teflon密封剂,然后安装右缸盖,并按81N·m (60lbf·ft)的力矩拧紧。
25)安装注油箱。
26)如图41所示,安装左缸盖上的堵塞。
27)安装动力转向泵。
28)填充冷却系统。
29)连接蓄电池负极电缆。
来源:网络



