2019-04-11 17:18:04
2013~2016年款全新桑塔纳1.4L CKAA/1.6L CPDA型发动机正时维修
(1)适用发动机参数
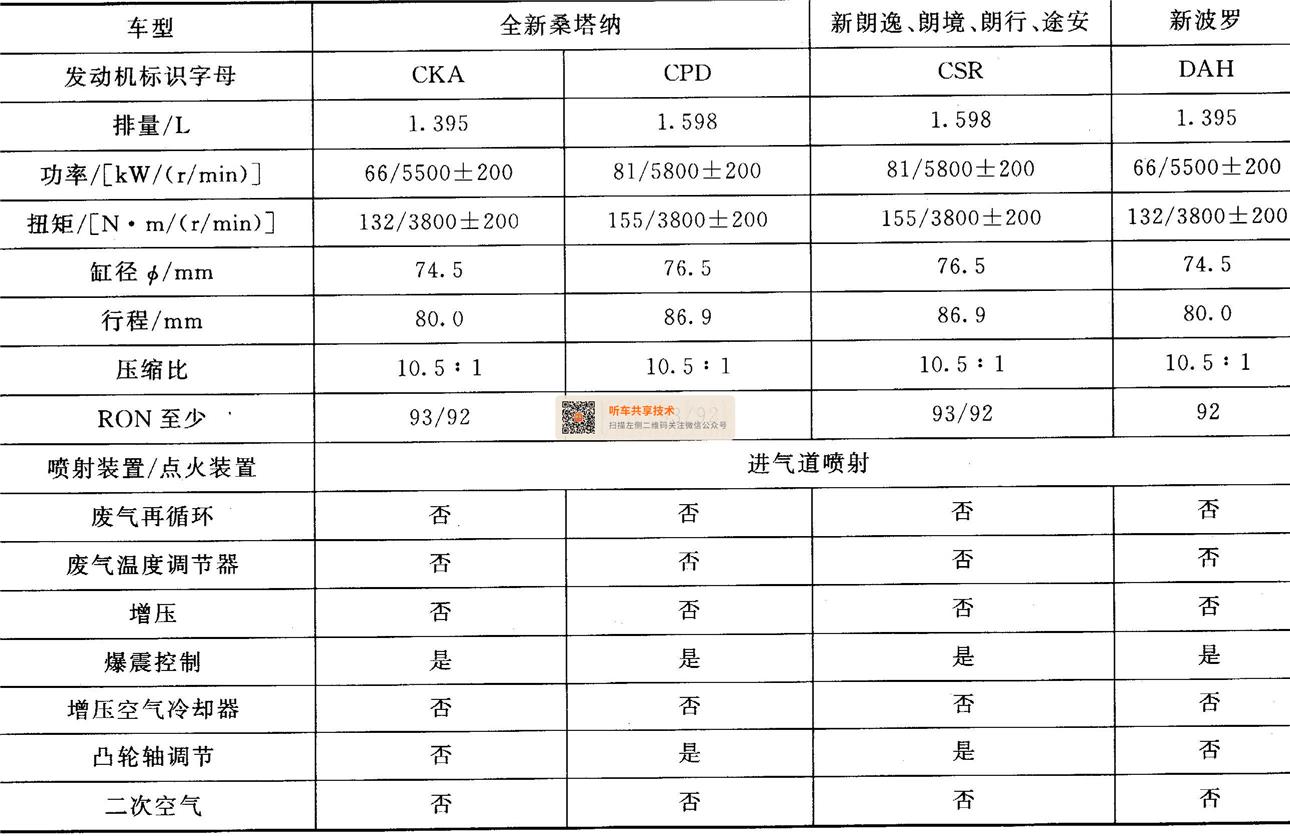

(2)正时带单元分解
装配标识字母为CKA/DAH的发动机正时带单元分解如图2-1所示。

装配标识字母为CPD/CSR的发动机正时带单元结构分解如图2-2所示。

汽缸体“上止点”孔锁定位置如图2-3所示,见图中箭头。

提示:①形圈损坏时,进行更换。锁定螺栓拧紧力矩:30N·m。
(3)发动机正时链单元拆解
所需要的专用工具和维修设备见图2-4所示。
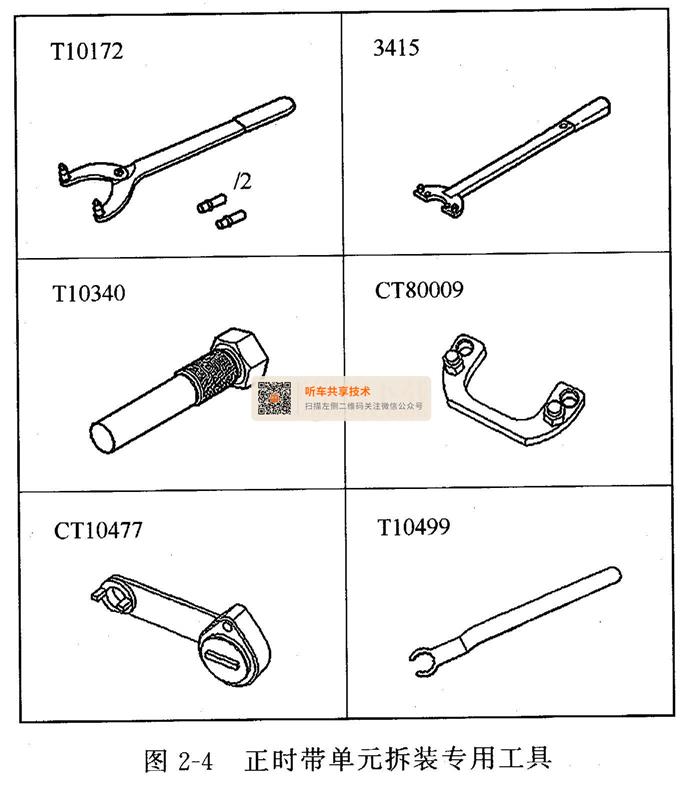
定位扳手T10172或CT10172以及适配器T10172/2或CT10172/2;角度盘Hazet6690;定位销T10340或CT10340; 13mm特殊环形扳手T10500或CT10500;凸轮轴固定工具CT10477 ; 30mm特殊扳手T10499或CT10499。
拆卸步骤如下:
①拆卸空气滤清器壳体。
②排放冷却液。
③脱开线束固定卡子。旋出左右两个螺栓,取下冷却液泵正时齿形皮带盖罩。
④旋出螺栓,拆下凸轮轴密封盖。
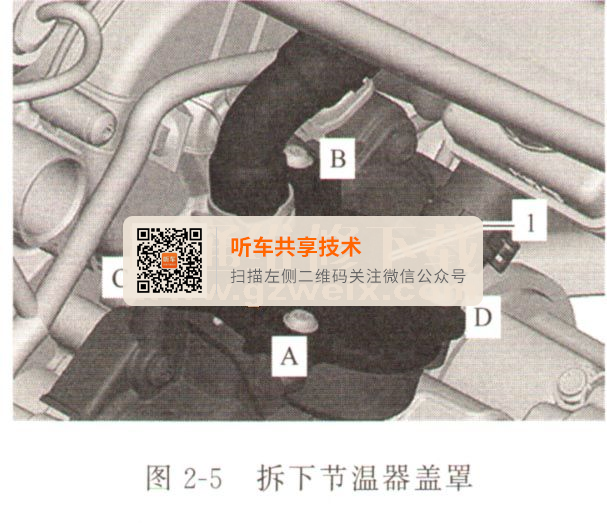
⑤以下适用于NewSantana全新桑塔纳:旋出螺栓A~D,将节温器盖罩1放置一旁,见图2-5。
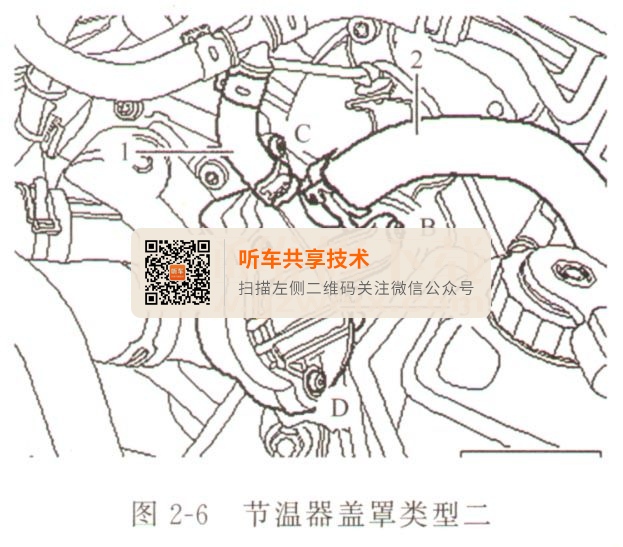
⑥适用于2013款Newl_avida新朗逸、GranLavida朗行、CrossLavida朗境、NewPolo波罗:松开弹簧卡箍,拔下软管1和2。旋出螺栓A~D,拆下节温器盖罩3,见图2-6。
⑦所有车型如下,将曲轴转到1缸“上止点”位置:
a.旋出汽缸体“上止点”孔的锁定螺栓。
b.将定位销T1034。或CT10340以30N·m的力矩拧到汽缸体上并拧到底。
c.将曲轴沿发动机转动方向转动,至限位位置。
现在,定位销T10340或CT10340位于曲轴侧壁,见图2-7。
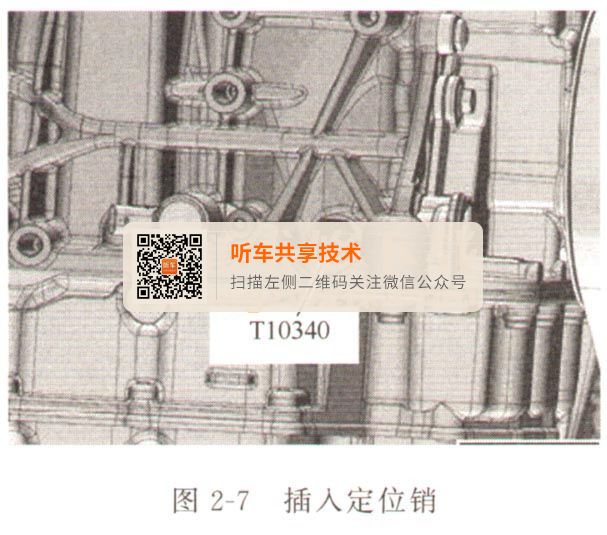
提示:定位销T10340或CT10340只在发动杭转动方向上锁定曲轴。
⑧如果定位销T10340或CT10340没有拧到限位位置,曲轴就不位于1缸“上止点”位置。这时进行如下操作:
a.旋出定位销。
b.顺时针旋转曲轴,使曲轴转过1缸“上止点”270°左右。
c.将定位销T10340或CT10340以30N·m的力矩拧到汽缸体上并拧到底。
d.将曲轴沿发动机转动方向再次转动,直到转不动为止。
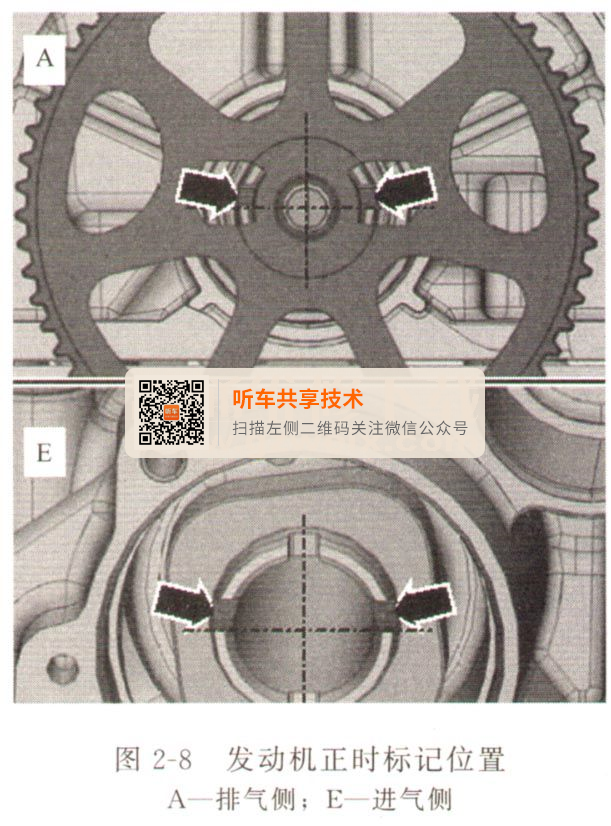
e.如图2-8所示,变速箱侧的两个凸轮轴上,每个凸轮轴上各有两个不对称的槽。在排气凸轮轴上,可以通过冷却液泵齿形皮带轮上的孔进入凸轮轴上两个不对称的槽箭头所示。
⑨使用定位扳手T10172或CT10172和适配器"1'10172/2或CT10172/2转动进、排气凸轮轴齿形皮带轮。
凸轮轴上有两个对称卡槽,两个非对称卡槽。在“上止点”位置时,非对称卡槽必须位于假想的水平中心线以上。
⑩凸轮轴位置不在描述位置时.旋松定位销T10340或CT10340,并再转动曲轴,直至到达“上止点”位置。
提示:凸轮轴固定工具CT10477必须能很容易放入安装应置。不能使用冲击工具安装凸轮轴固定工具。
11凸轮轴在描述状态时,凸轮轴固定工具CT10477插到凸轮轴不对称的槽内,并用螺栓拧紧。
12拆卸曲轴皮带轮。
13旋出螺栓,取下正时齿形皮带下部盖罩。
14松开固定卡子3,脱开燃油供油管和活性炭罐电磁阀连接管(适用于NewSantana全新桑塔纳、NewPolo波罗)。
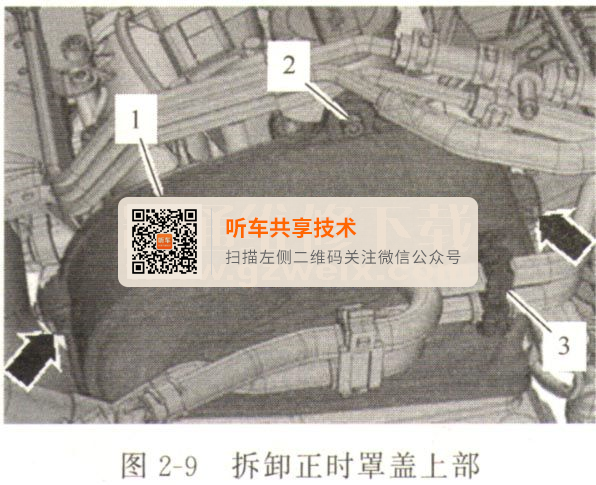
15松开固定卡子3,脱开燃油供油管(适用于2013款Newl,avida新朗逸、GranLavida朗行、CrossLavida朗境),旋出螺栓2。松开固定卡子,取下正时齿形皮带上部盖板1。如图2-9所示。
当心凸轮轴损坏,凸轮轴固定工具CT10477禁止作为固定支架使用。
16使用定位扳手T10172或CT10172和适配器T10172/2或CT10172/2旋出进气侧凸轮轴齿形皮带轮的锁定螺栓。
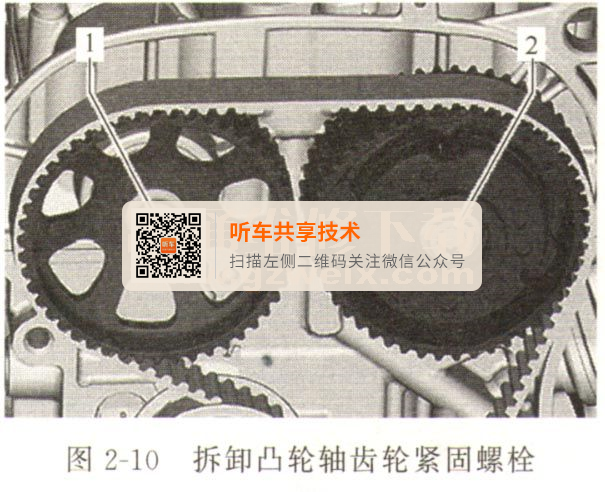
17使用定位扳手T10172或CT10172和适配器T10172/2或CT10172/2旋松螺栓1和2,旋松一圈,见图2-10。
18使用30mm特殊扳手T10499或CT10499固定偏心轮上的张紧轮,松开螺栓。
19将正时齿形皮带从凸轮轴上脱开。
当心!正时齿形皮带运行时,使其在相反方向运行会导致设备损坏危险。拆卸正时齿形皮带时,用粉笔或记号笔标出其运行方向,用于重新安装。
20取下正时齿形皮带。
21取下正时齿形皮带轮。
(4)正时带单元安装步骤
拧紧力矩提示:更换需要进一步旋转而拧紧的螺栓。损坏时更换锁定螺栓O形圈。
①检查曲轴和凸轮轴的“上止点”位置。
②将凸轮轴固定工具CT10477安装在凸轮轴箱上,见图2-11。

③将定位销T10340或CT10340以30N·m的力矩拧到汽缸体并拧到底。
④将曲轴沿发动机转动方向转动,至限位位置。
⑤更换凸轮轴齿形皮带轮螺栓,井将其拧上,但不要拧紧。
⑥凸轮轴齿形皮带轮还要在凸轮轴上转动,但要防止其倾翻。
⑦张紧轮的凸耳必须啮合在汽缸盖的铸造孔上。
⑧将正时齿形皮带轮装到曲轴上。必须保证曲轴皮带轮和正时齿形皮带轮的接触面无油脂。
⑨正时齿形皮带轮铣切面(图2-12中箭头所示)必须放在曲轴销铣切面上。

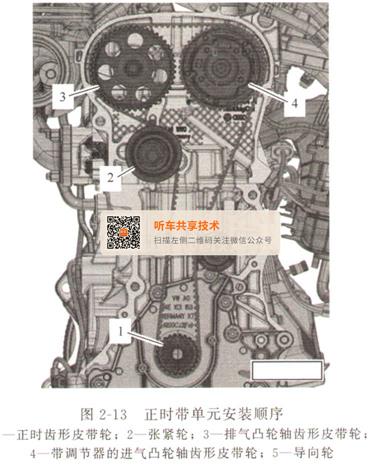
⑩如图2-13所示按照给出的顺序放置正时齿形皮带。
11安装正时齿形皮带下部盖罩。
12安装曲轴皮带轮。
13如图2-14所示沿箭头方向转动30mm特殊扳手T10499或CT10499(即转动张紧轮偏心轮2),直到设置指示针3位于设置窗右侧10mm处。
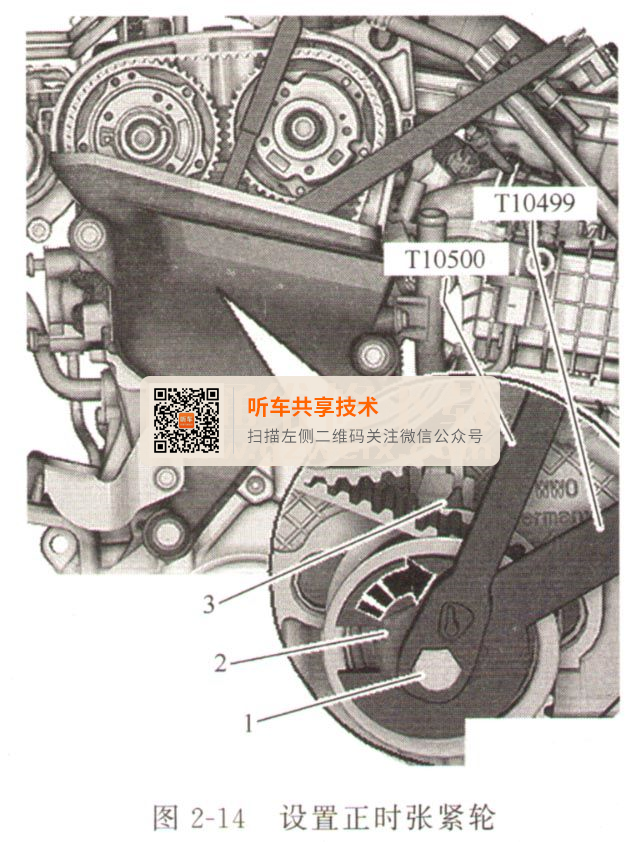
14偏心轮向回转,直到设置指示针正好位于设置窗口。
15偏心轮保持在该位置并拧紧螺栓1,使用13mm特殊环形扳手T10500或CT10500。
提示:发动机继续转动或继续运行时,设置指示针3位置和设置窗口之间的距离很容易出现偏差。这对正时齿形皮带张紧没有影响。
16使用带适配器T10172/2或CT10172/2的定位扳手T10172或CT10172以50N·m的力矩拧紧凸轮轴齿轮紧固螺栓。
17旋出定位销T10340或CT10340。
18旋出固定工具螺栓,取出凸轮轴固定工具CT10477。
(5)检查配气相位
①将曲轴沿发动机转动方向转2圈。
②将定位销T10340或CT1034。以30N·m的力矩拧到汽缸体上并拧到底。
③将曲轴沿发动机转动方向继续转动,直到限位位置。
④现在,定位销T10340或CT10340位于曲轴侧壁。定位销T10340或CT10340只在发动机转动方向上锁定曲轴。
凸轮轴固定工具CT10477必须能够很容易地安装。不能使用冲击工具安装凸轮轴固定工具CT10477。
⑤将凸轮轴固定工具CT10477插人到凸轮轴止点,用力拧紧螺栓。
⑥如果凸轮轴固定工具CT10477无法安装,则配气相位不合格:重新调整配气相位。
⑦如果凸轮轴固定工具CT10477能够安装,则配气相位合格。
⑧旋出定位销T10340或CT10340。
⑨旋出固定工具螺栓,取出凸轮轴固定工具CT10477。
⑩使用带适配器T10172/2或CT10172/2的定位扳手T10172或CT10172以50N·m的力矩拧紧螺栓1和2。
11使用带适配器T10172/2或CT10172/2的定位扳手T10172或CT10172拧紧凸轮轴齿形皮带轮的锁定螺栓。
12最后检查,是否定位销T10340或CT10340和凸轮轴固定工具CT10477拆卸。
安装以拆卸的相反顺序进行。
来源:网络




